题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
欲在下图所示工件上铣削一缺口,保证尺寸mm,试确定工件的定位方案,并分析定位方案的定位误差。
欲在下图所示工件上铣削一缺口,保证尺寸

查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
欲在下图所示工件上铣削一缺口,保证尺寸
如果结果不匹配,请 联系老师 获取答案
 更多“欲在下图所示工件上铣削一缺口,保证尺寸mm,试确定工件的定位…”相关的问题
更多“欲在下图所示工件上铣削一缺口,保证尺寸mm,试确定工件的定位…”相关的问题
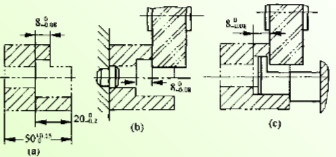
加工如图(a)所示零件,在工件上欲铣削一缺口,保证尺寸 。现采用图(b)、(c)所示两种定位方案。试计算各定位误差并分析能否满足加工要求。若不能满足工序要求,请提出改进方案。
。现采用图(b)、(c)所示两种定位方案。试计算各定位误差并分析能否满足加工要求。若不能满足工序要求,请提出改进方案。
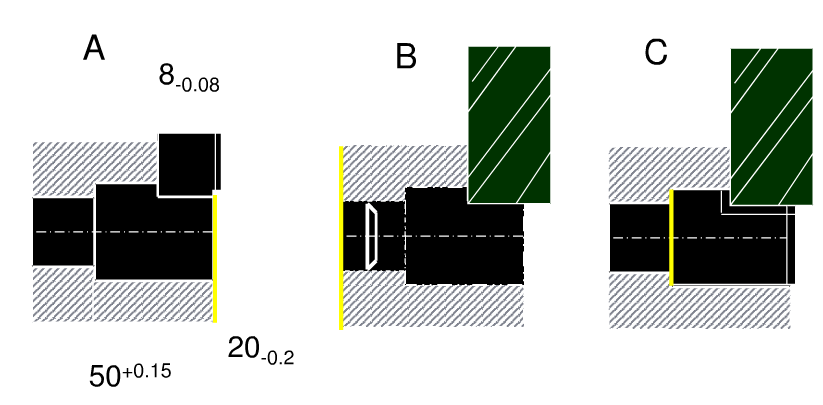
加工如图(a)所示零件,在工件上欲铣削一缺口,保证尺寸 mm。现采用图(b),(c)所示两种定位方案。试计算各定位误差并分析能否满足加工要求。若不能满足工序要求,请提出改进方案。
mm。现采用图(b),(c)所示两种定位方案。试计算各定位误差并分析能否满足加工要求。若不能满足工序要求,请提出改进方案。
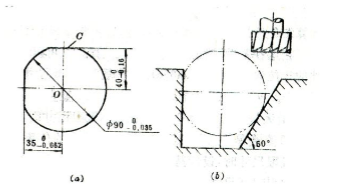
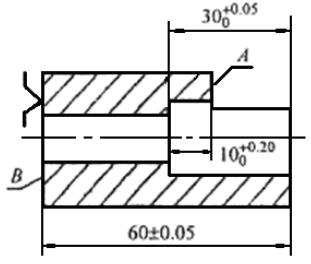
下图a所示工件,成批生产时以端面B定位加工表面A,保证尺寸φ100+0.20mm,试标注铣此缺口时的工序尺寸及上、下偏差。
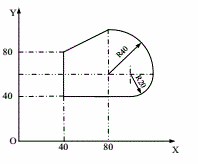
用φ10mm的立铣刀铣削工件轮廓,起刀点为(0,0),工件尺寸及加工路线如下图所示,试按相对坐标完成数控铣削手工编程,I、J、K为圆弧起点相对其圆心(圆心指向起点的矢量)的X、Y、Z坐标值的地址符(主轴转速为600r/m,进给速度为150mm/min,机床具有刀具半径补偿功能)。
下图所示小轴铣缺口,工件以外圆 在V型块上定位,若工序尺寸标 注为A1(或A2、A3);H1(或H2、H3),试分别计算确定它们的基准不重合误差ΔB、基准位移误差ΔY和定位误差ΔD,并将计算结果填入下表。
在V型块上定位,若工序尺寸标 注为A1(或A2、A3);H1(或H2、H3),试分别计算确定它们的基准不重合误差ΔB、基准位移误差ΔY和定位误差ΔD,并将计算结果填入下表。
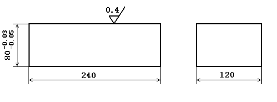
单件加工如下图所示工件,材料为45钢,若底平面已加工好,现欲加工上平面,其尺寸为80-0.05-0.03mm,表面粗糙度为Ra0.4um。若平面的加工工艺过程是:粗铣—精铣—粗磨—精磨。试求各工序的工序尺寸及其公差。
铣削图所示一批工件上的键槽,并要保证尺寸

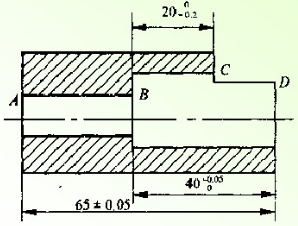
图所示轴套工件,在车床上已加工好外圆、内孔及各表面,现需在铣床上以端面A定位铣出表面C,保证尺寸 mm,试计算铣此缺口时的工序尺寸。
mm,试计算铣此缺口时的工序尺寸。
某批环形零件在铣床上采用调整法铣削一缺口,其尺寸见下面零件图,要求保证尺寸43°0.1mm。现采用90°的V形块和支承板两种定位方案,试分别求它们的定位误差,并判断能否满足加工要求。(已知铣削加工的ω=0.05mm)。