


 如果结果不匹配,请
如果结果不匹配,请 
 更多“调用子程序加工如下图所示零件的4个螺纹孔,底孔未加工,刀具及…”相关的问题
更多“调用子程序加工如下图所示零件的4个螺纹孔,底孔未加工,刀具及…”相关的问题


第3题
调用子程序加工如下图所示零件中3个X字母槽,槽深3mm,初始刀具为6键槽立铣刀,G54工件坐标系工件原点设在零件
调用子程序加工如下图所示零件中3个X字母槽,槽深3mm,初始刀具为

第4题
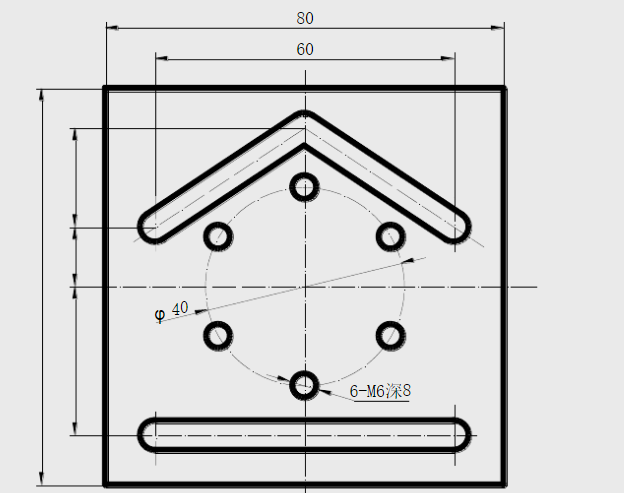
如下图所示的槽形零件,其毛坯为四周及表面已加工的铝锭(厚为20mm),槽宽60mm,槽深2mm,螺纹孔深80mm。试编写该槽
如下图所示的槽形零件,其毛坯为四周及表面已加工的铝锭(厚为20mm),槽宽60mm,槽深2mm,螺纹孔深80mm。试编写该槽形零件槽及孔的加工程序。

第6题
数控铣削加工及其编程
(1)在一块平板上加工3个如下图所示形状,每边的槽深为-2mm,程序原点位于上表
面,其程序的编制就可以采用调用子程序的方式来实现(编程时不考虑刀具补偿)。
(2)刀具选择直径6mm的立铣刀。

第8题
在车床上加工如下图所示零件的12孔。 提示:该孔为精度较高的孔,可先用麻花钻钻出底孔,再用铰刀铰孔。
在车床上加工如下图所示零件的

提示:该孔为精度较高的孔,可先用麻花钻钻出底孔,再用铰刀铰孔。
第9题
数控铣削加工及其编程
(1)在一块平板上加工3个如下图所示形状,每边的槽深为-2mm,程序原点位于上表
面,其程序的编制就可以采用调用子程序的方式来实现(编程时不考虑刀具补偿)。
(2)刀具选择直径6mm的立铣刀。
(3)安全面高度50mm。
(4)进刀/退刀方式离开工件20mm,直线/圆弧引入切向进刀,直线退刀。
(5)工艺路线走刀路线如图。
第10题
如下图所示零件,数控车削加工该零件外圆柱面,试编制该加工程序。 提示:在复杂形状外圆柱面的加工中,起刀
如下图所示零件,数控车削加工该零件外圆柱面,试编制该加工程序。

提示:在复杂形状外圆柱面的加工中,起刀点、切削起点、切削终点和退刀点4个基本刀位点位置不变,仅在切削过程中多了几步而已。具体加工刀具轨迹如下图所示,相应的O为起刀点、A为切削起点、D为切削终点、E为退刀点,AB、BC、CD段均在切削外圆柱面,用G01指令。

















