 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
加工半圆AB,切割方向从A到B,起点坐标A(-5,0),终点坐标B(5,0),其加工程序为( )。
A.B5000 B B10000 Gx SR3
B.B5000 B B10000 Gy SR3
C.B5000 B B1000 Gy SR3
D.B B5000 B1000 Gy SR3
E.B5 B B10000 Gy SR3
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
A.B5000 B B10000 Gx SR3
B.B5000 B B10000 Gy SR3
C.B5000 B B1000 Gy SR3
D.B B5000 B1000 Gy SR3
E.B5 B B10000 Gy SR3
如果结果不匹配,请 联系老师 获取答案
 更多“加工半圆AB,切割方向从A到B,起点坐标A(-5,0),终点…”相关的问题
更多“加工半圆AB,切割方向从A到B,起点坐标A(-5,0),终点…”相关的问题
A.Bl7B5B17GxL1
B.B17000B5000B17000GxL1
C.Bl7000B5000BGYL1
D.BB50O0B0050O0GYL1
E.B17B5BOGxL1
A.Bl7B5B17GxL1
B.B17000B5000B017000GxL1
C.Bl7000B5000B017000GYL1
D.B17000B50O0B0050O0GYL1
E.B17B5BO17000GxL
AB是第一象限要加工的圆弧,圆弧的圆心在坐标原点(0,0),圆弧起点为A(5,0),终点为B(0,5),若脉冲当量为1,试完成下列问题:


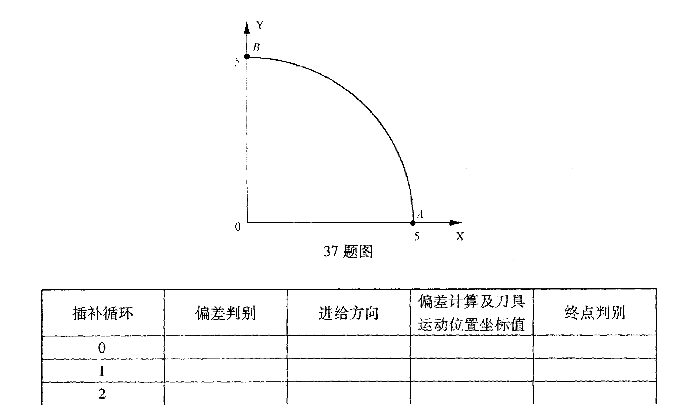
AB是第一象限要加工的圆弧,圆弧的圆心在坐标原点(0,0),圆弧起点为A(0,4),终点为B(4,0),若脉冲当量为1,用逐点比较法对该段圆弧进行顺圆插补。试完成下列问题:

A.l7 B5 B17 Gx L1
B.17000 B5000 B017000 Gx L1
C.l7000 B5000 B017000 GY L1
D.17000 B50O0 B0050O0 GY L1
A.B17 B5 B17 Gx L1
B.B17000 B5000 B17000 Gx L1
C.B17000 B5000 B17000 Gy L1
D.B17000 B5000 B5000 Gy L1
E.B17 B5 B17000 Gx L1
A.圆弧起点坐标(Xs,Ys),当|Ys|>|Xs|时,计数方向取Gy
B.圆弧起点坐标(Xs,Ys),当|Xs|>|Ys|时,计数方向取Gy
C.圆弧终点坐标(Xe,Ye),当|Ye|>|Xe|时,计数方向取Gy
D.圆弧终点坐标(Xe,Ye),当|Xe|>|Ye|时,计数方向取Gy
从点A(2,-1,7)沿向量a={8,9,-12)方向取长为34的线段AB,求点B的坐标.
A.10
B.11
C.12
D.13
A.10
B.11
C.12
D.13

















