

 如果结果不匹配,请
如果结果不匹配,请 
 更多“卧式镗床主轴平旋盘径向移动溜板燕尾导轨面接触不好,斜铁配合过…”相关的问题
更多“卧式镗床主轴平旋盘径向移动溜板燕尾导轨面接触不好,斜铁配合过…”相关的问题
第2题
铣床工作台纵向和横向移动的垂直度差,主要原因是导轨磨损、制造精度差、镶条太松,对于万能卧式铣床,还可能是(
铣床工作台纵向和横向移动的垂直度差,主要原因是导轨磨损、制造精度差、镶条太松,对于万能卧式铣床,还可能是( )。
A.回转盘结合面不清洁 B.回转盘零位不准
C.回转盘结合面精度差
第5题
T610镗床的主轴和平旋盘是通过改变()的位置实现调速的。A.钢球无级变速器B.拖动变速器C.测速发电
T610镗床的主轴和平旋盘是通过改变()的位置实现调速的。
A.钢球无级变速器
B.拖动变速器
C.测速发电机
D.限位开关
第6题
卧式铣床工作台横向导轨镶条松,会影响()。 A.主轴旋转轴线对工作台的平行度 B.主轴旋转轴线对工作台横向
卧式铣床工作台横向导轨镶条松,会影响( )。
A.主轴旋转轴线对工作台的平行度
B.主轴旋转轴线对工作台横向移动的平行度
C.主轴旋转轴线对工作台的垂直度
第7题
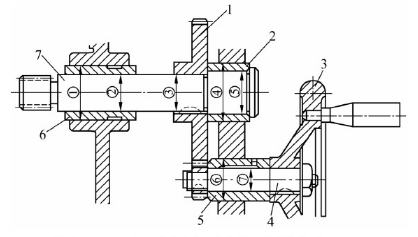
图1.3-7所示为车床溜板箱手动机构的部分装配图。转动手轮,通过键带动轴工、齿轮副、轴Ⅱ转动,再通过轴Ⅱ左端的齿
图1.3-7所示为车床溜板箱手动机构的部分装配图。转动手轮,通过键带动轴工、齿轮副、轴Ⅱ转动,再通过轴Ⅱ左端的齿轮与床身上齿条啮合,使溜板箱沿导轨作纵向移动。各配合面公称尺寸为:①φ40;②φ28;③φ28;④φ46;⑤φ32;⑥φ32;⑦φ18。选择公差配合时需考虑:各滑动轴承套压在溜板箱座上,内孔用油润滑;选择②和③处的配合时,应尽量使加工和装配方便。
第8题
数控车床加工时,发现工件外圆的圆柱度超差,则机床( )的误差影响最大。
A.主轴定心轴颈的径向跳动
B.X轴轴向移动对主轴轴线的垂直度
C.Z轴轴向移动在水平面的直线度
D.床身导轨在垂直面内的直线度
第9题
工件在车床三爪卡盘上一次装夹车削外圆及端面,加工后检验发现端面与外圆不垂直,其可能的原因是( )。
A.车床主轴径向跳动
B.车床主轴回转轴线与纵导轨不平行
C.车床横导轨与纵导轨不垂直
D.三爪卡盘装夹面与车削主轴回转轴线不同轴
















