如果结果不匹配,请
如果结果不匹配,请 
 更多“ 用刨削方法加工孔内键槽,适用于()。”相关的问题
更多“ 用刨削方法加工孔内键槽,适用于()。”相关的问题
第2题
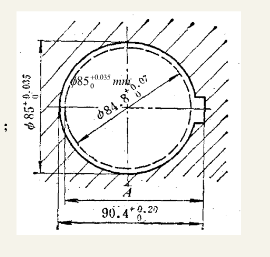
如图所示齿轮内孔,加工工艺过程如下:先粗镗孔至,插键槽后,再精镗孔尺寸至,并同时保证键槽深度尺寸。试求插键
如图所示齿轮内孔,加工工艺过程如下:先粗镗孔至
 ,插键槽后,再精镗孔尺寸至
,插键槽后,再精镗孔尺寸至 ,并同时保证键槽深度尺寸
,并同时保证键槽深度尺寸 。试求插键槽工序中的工序尺寸A及其误差。
。试求插键槽工序中的工序尺寸A及其误差。
第3题
如图所示齿轮内孔,加工工艺过程为:先粗镗孔至mm,插键槽后,再精镗孔尺寸至mm,并同时保证键槽深度尺寸mm。试求
如图所示齿轮内孔,加工工艺过程为:先粗镗孔至 mm,插键槽后,再精镗孔尺寸至
mm,插键槽后,再精镗孔尺寸至 mm,并同时保证键槽深度尺寸
mm,并同时保证键槽深度尺寸 mm。试求插键槽工序中的工序尺寸A及其误差。
mm。试求插键槽工序中的工序尺寸A及其误差。
第6题
下图所示轴的端部键槽,加工方法通常采用()。 A.在插床上用插刀进行插削 B.在牛头刨床上用盘铣刀加工 C.
下图所示轴的端部键槽,加工方法通常采用( )。
A.在插床上用插刀进行插削 B.在牛头刨床上用盘铣刀加工
C.在卧式铣床上用盘铣刀加工 D.在立式铣床上用端铣刀加工
第8题
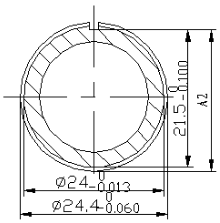
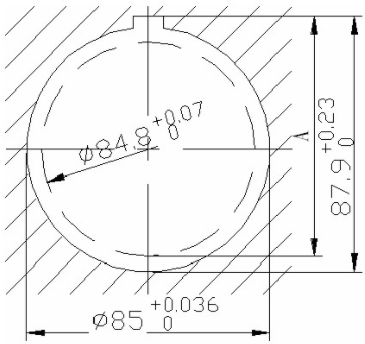
图所示孔及其键槽的加工顺序如下:首先按工序尺寸mm镗孔,再按工序尺寸A插键槽,然后热处理,之后按图样上标注
图所示孔及其键槽的加工顺序如下:首先按工序尺寸 镗孔,再按工序尺寸A插键槽,然后热处理,之后按图样上标注的孔尺寸
镗孔,再按工序尺寸A插键槽,然后热处理,之后按图样上标注的孔尺寸 磨孔。孔完工后要求键槽深度符合图样上标注的尺寸
磨孔。孔完工后要求键槽深度符合图样上标注的尺寸 mm的要求。试用极值法解尺寸链,确定工序尺寸A的极限尺寸。
mm的要求。试用极值法解尺寸链,确定工序尺寸A的极限尺寸。