题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
高强度Q460E钢焊接当板厚16≤t<40mm时焊前应对焊缝处及两侧100mm范围内进行()℃预热。
A.100~120
B.100~150
C.50~150
D.150~180
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
A.100~120
B.100~150
C.50~150
D.150~180
如果结果不匹配,请 联系老师 获取答案
 更多“高强度Q460E钢焊接当板厚16≤t<40mm时焊前应对焊缝…”相关的问题
更多“高强度Q460E钢焊接当板厚16≤t<40mm时焊前应对焊缝…”相关的问题
A.采用较大的焊接坡口角度及间隙,以保证焊透深度要求
B.在角接接头中,采用对称坡口或偏向于侧板的坡口;
C.采用对称坡口
D.在T型或角接接头中,板厚方向非承受焊接拉应力的板材端头伸出接头焊缝区
E.在T型、十字形接头中,采用过渡段,以对接接头取代T型、十字形接头。
板厚16mm以下的16Mn钢焊接环境温度()℃以下预热100~150℃。
A.0
B.-5
C.-10
D.-15
A.30mm
B.40mm
C.50mm
D.60mm
A.1
B.2
C.3
D.4
A.在满足焊透深度要求和焊缝致密性条件下,采用较大的焊接坡口角度及间隙
B.在角接接头中,采用对称坡口或偏向于侧板的坡口
C.宜采用双面坡口对称焊接代替单面坡口非对称焊接
D.在T形或角接接头中,板厚方向承受焊接拉应力的板材端头伸出接头焊缝区
E.承受静载荷的节点,在满足接头强度计算要求的条件下,宜用部分焊透的对接与角接组合焊缝代替完全焊透坡口焊缝
板厚40mm以上的16Mn钢焊接时()预热100~150℃
A.任何环境温度均
B.环境温度0℃以下
C.环境温度-5℃以下
D.环境温度-10℃
对于低合金元镇低温钢的埋弧焊不预热,只有在板厚大于(),或焊接接头的刚性拘束较大时,才考虑预热至100------150 癈。
A.12 mm
B.16 mm
C.18 mm
D.25 mm
下弦杆与节点板连接构造如图8.46所示,下弦截面TW175×350×12×19,A=86.94cm2,节点板厚t=16mm。剖分T形钢垂直腹板与节点板连接焊缝采用剖口对接焊缝,焊缝质量等级为二级。水平翼缘开启口插入节点板,为对接与角接的组合焊缝。钢材均为Q235,焊条为E43型,手工焊。求:按等截面强度要求(与翼缘面积等强),下弦杆水平翼缘插入节点板的连接角焊缝最小焊缝长度。
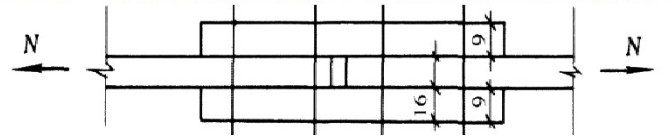
设计一截面为-16×340的钢板拼接连接,采用两块拼接板(t=9mm)和C级螺栓连接。钢板和螺栓均用QZ35钢,孔壁按二类孔制作。钢板承受轴心拉力,设计值N=580kN(图11-73)。