

 如果结果不匹配,请
如果结果不匹配,请 
 更多“要求做冲击韧性试验的焊件,如采用酸性焊条的工艺试件焊接工艺评…”相关的问题
更多“要求做冲击韧性试验的焊件,如采用酸性焊条的工艺试件焊接工艺评…”相关的问题
第2题
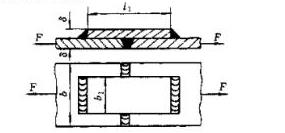
如图所示的焊接接头,被焊件材料均为Q235钢,b=170mm,b1=80mm,δ=12mm,承受静载荷F=0.4MN,设采用E4303号焊条手
如图所示的焊接接头,被焊件材料均为Q235钢,b=170mm,b1=80mm,δ=12mm,承受静载荷F=0.4MN,设采用E4303号焊条手工焊接。接头如承受变载荷Fmax=0.4MN,Fmin=0.2MN,其他条件不变,接头强度能否满足要求?
第4题
关于在选用焊条时的原则,下列说法正确的是()。A.薄板焊接或点焊宜采用碱性焊条B.在使用性能基
A.A.薄板焊接或点焊宜采用碱性焊条
B.B.在使用性能基本相同时应尽量选择价格较低的焊条,降低焊接生产的成本
C.C.通过试验来最后确定焊件的质量不是必要的,只需选择合适的焊条即可
第6题
根据焊接现场工作条件和节能要求来选择焊机,下列说法正确的有()。
A.现场移动性大,则应采用重量较轻、较灵活的焊机
B.野外无电源,则应选用汽油机或柴油机拖动的弧焊发电机
C.对于要求较高的焊接工作,尽可能选用逆变焊机
D.焊机额定电流值要小于焊接过程中的焊接电流值,可选择直流焊机
E.酸性熔渣的脱氧较完全,又能有效地消除焊缝金属中的硫,可选择酸性焊条的弧焊焊机
第7题
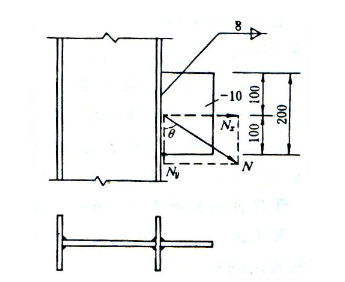
如下图所示的连接,钢材采用Q235B,手工焊,焊条为E43型,=160N/mm2。拉力设计值P=500kN,l1=150mm,l2=180mm。要求
如下图所示的连接,钢材采用Q235B,手工焊,焊条为E43型, =160N/mm2。拉力设计值P=500kN,l1=150mm,l2=180mm。要求:验算连接板与端板间的角焊缝是否满足要求。
=160N/mm2。拉力设计值P=500kN,l1=150mm,l2=180mm。要求:验算连接板与端板间的角焊缝是否满足要求。
第9题
焊条电弧焊采用接触短路引弧法引燃电弧,()。
A.提起焊条保持一定距离
B.在弧焊电源提供合适的焊接电流
C.在弧焊电源提供合适的电弧电压下电弧稳定地燃烧
D.在电弧的高温作用下,焊条和焊件局部被加热到熔化状态
E.焊条端部熔化后的熔滴和焊件被熔化的母材金属熔合在一起形成熔池
第10题
不属于有淬硬冷裂倾向的低合金结构钢焊接工艺特点.A.采取预热B.要控制线能量(热输入)C.采用酸
不属于有淬硬冷裂倾向的低合金结构钢焊接工艺特点.
A.采取预热
B.要控制线能量(热输入)
C.采用酸性焊条
D.进行后热和焊后热处理
















