如果结果不匹配,请
如果结果不匹配,请 
 更多“通常在铣床上加工效率较高的是铣()。”相关的问题
更多“通常在铣床上加工效率较高的是铣()。”相关的问题
第7题
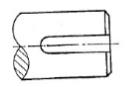
下图所示轴的端部键槽,加工方法通常采用()。 A.在插床上用插刀进行插削 B.在牛头刨床上用盘铣刀加工 C.
下图所示轴的端部键槽,加工方法通常采用( )。
A.在插床上用插刀进行插削 B.在牛头刨床上用盘铣刀加工
C.在卧式铣床上用盘铣刀加工 D.在立式铣床上用端铣刀加工
第8题
圆周铣与端铣比较,以下不正确的是( )。
A.端铣刀能一次铣出较宽的表面;圆周铣时则不能太宽
B.端铣刀刀杆短,刚性比圆柱形铣刀好
C.在相同铣削层宽度、深度和每齿进给量条件下,圆周铣加工表面比端铣加工表面粗糙度值较小
D.在铣床上铣平面,许多场合端铣刀已被圆柱形铣刀取代
第9题
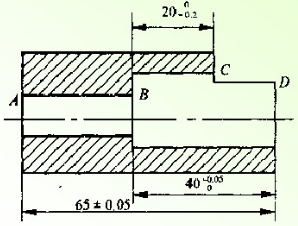
图所示轴套工件,在车床上已加工好外圆、内孔及各表面,现需在铣床上以端面A定位铣出表面C,保证尺寸mm,试计算
图所示轴套工件,在车床上已加工好外圆、内孔及各表面,现需在铣床上以端面A定位铣出表面C,保证尺寸 mm,试计算铣此缺口时的工序尺寸。
mm,试计算铣此缺口时的工序尺寸。