 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
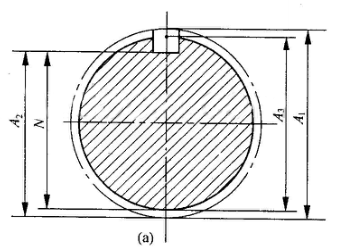
图所示的轴及其键槽的尺寸中,A3为图样标注的轴径,A4为图样标注的键槽深度,A1和A2皆为工序尺寸。加工顺序如下
图所示的轴及其键槽的尺寸中,A3为图样标注的轴径,A4为图样标注的键槽深度,A1和A2皆为工序尺寸。加工顺序如下:先车外圆至尺寸A1=

查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
图所示的轴及其键槽的尺寸中,A3为图样标注的轴径,A4为图样标注的键槽深度,A1和A2皆为工序尺寸。加工顺序如下:先车外圆至尺寸A1=
如果结果不匹配,请 联系老师 获取答案
 更多“图所示的轴及其键槽的尺寸中,A3为图样标注的轴径,A4为图样…”相关的问题
更多“图所示的轴及其键槽的尺寸中,A3为图样标注的轴径,A4为图样…”相关的问题
图所示轴及键槽的图样上,标注的尺寸为轴径

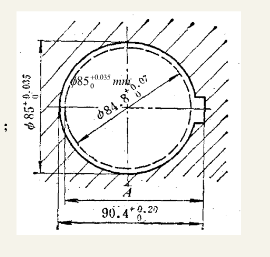
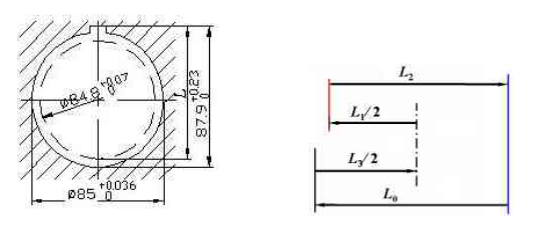
图所示孔及其键槽的加工顺序如下:首先按工序尺寸 镗孔,再按工序尺寸A插键槽,然后热处理,之后按图样上标注的孔尺寸
镗孔,再按工序尺寸A插键槽,然后热处理,之后按图样上标注的孔尺寸 磨孔。孔完工后要求键槽深度符合图样上标注的尺寸
磨孔。孔完工后要求键槽深度符合图样上标注的尺寸 mm的要求。试用极值法解尺寸链,确定工序尺寸A的极限尺寸。
mm的要求。试用极值法解尺寸链,确定工序尺寸A的极限尺寸。
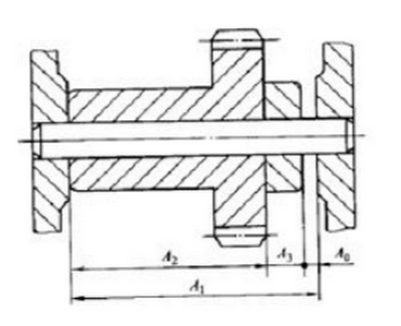
减速机中某轴上零件的尺寸为A1=40mm,A2=36mm,A3=4mm,要求装配后齿轮轴向间隙A0=0+0.10+0.25,结构如下图所示。试用极值法和统计法分别确定A1、A2、A3的公差及其分布位置。
下图所示小轴铣缺口,工件以外圆 在V型块上定位,若工序尺寸标 注为A1(或A2、A3);H1(或H2、H3),试分别计算确定它们的基准不重合误差ΔB、基准位移误差ΔY和定位误差ΔD,并将计算结果填入下表。
在V型块上定位,若工序尺寸标 注为A1(或A2、A3);H1(或H2、H3),试分别计算确定它们的基准不重合误差ΔB、基准位移误差ΔY和定位误差ΔD,并将计算结果填入下表。
如下图所示齿轮内孔,加工工艺过程为:先粗镗孔至 ,插键槽后,再精镗孔尺寸至
,插键槽后,再精镗孔尺寸至 ,并同时保证键槽深度尺寸
,并同时保证键槽深度尺寸 ,试求插键槽工序中的工序尺寸A及其误差。
,试求插键槽工序中的工序尺寸A及其误差。
要求在轴上铣一个键槽,如图所示。加工顺序为车削外圆A1=φ70.05-00.11mm;铣键槽尺寸为A2;磨外圆A3=φ70-00.06mm,要求磨外圆后保证键槽尺寸为N=62-00.03mm,求键槽尺寸A2。
如图下图所示零件,按图样注出的尺寸A1和A3加工时不易测量,现改为按尺寸A1和A2加工,为了保证原设计要求,试计算A2的基本尺寸和偏差。
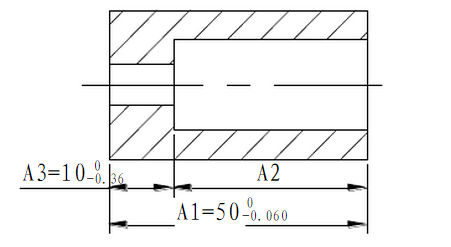
如下图所示零件,

图所示圆柱齿轮轴,左端由电机输入功率P=29.4kW,转速n=800r/min。齿轮圆周力为F1,径向力F2=0.36F1。轴上两个键槽均为端铣加工。安装齿轮处轴径φ40,左边轴肩直径φ45。轴的材料为40Cr,σb=900MPa,σ-1=410MPa,τ-1=240MPa,规定安全因数n=1.8,试校核轴的疲劳强度。

铣削图所示一批工件上的键槽,并要保证尺寸


















