题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
套筒锁紧装置需要将套筒固定在某一位置时,可()转动手柄,通过圆锥销带动拉紧螺杆旋转,使下夹紧套向上移动,从而将套筒夹紧。
A.向左
B.逆时针
C.顺时针
D.向右
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
A.向左
B.逆时针
C.顺时针
D.向右
如果结果不匹配,请 联系老师 获取答案
 更多“套筒锁紧装置需要将套筒固定在某一位置时,可()转动手柄,通过…”相关的问题
更多“套筒锁紧装置需要将套筒固定在某一位置时,可()转动手柄,通过…”相关的问题
车床尾座
一、工作原理
小车床尾座是精密仪器及仪表车床的配套装置,加工轴类零件时用它来顶紧工件。
当用手把20使手轮15旋转时,通过键23带动螺杆12转动,与螺杆旋合的螺母1则左右移动,同螺母10固定连接在一起的套筒3则随之在尾座体2内移动,带动顶尖顶紧或松开工件。顶尖位置调好以后,旋转手柄8,使夹紧套16、19将套筒3锁紧把顶尖固定在调好的位置上。
二、作业要求
1.看车床尾座装配图;
2.说明拆卸螺杆12的顺序;
3.拆画尾座体2的零件图(不注尺寸,不注表面粗糙度,尺寸按图中量取)。
24 | 定位键 | 2 | 45 | ||
23 | 键5×9 | 1 | Q235 | GB/T1096—2003 | |
22 | 垫圈12 | 1 | Q235 | GB/T97.1—1998 | |
21 | 螺母M12 | 1 | Q235 | GB/T6170—2000 | |
20 | 手把 | 1 | Q235 | ||
19 | 夹紧套 | 1 | Q275 | ||
18 | 螺杆 | 1 | Q275 | ||
17 | 圆柱销A4×12 | 1 | Q235 | GB/T119.1—2000 | |
16 | 夹紧套 | 1 | Q275 | ||
15 | 手轮 | 1 | HT200 | ||
14 | 后端盖 | 1 | HT200 | ||
13 | 垫圈 | 1 | Q235 | ||
12 | 螺杆 | 1 | Q235 | ||
11 | 螺钉M8×16 | 2 | Q235 | GB/T71.1—2000 | |
10 | 螺母 | 1 | Q235 | ||
9 | 螺钉M10×20 | 1 | Q235 | GB/T75—1985 | |
8 | 手柄 | 1 | 45 | ||
7 | 密封圈 | 1 | 毛毡 | ||
6 | 顶尖 | 1 | T12A | ||
5 | 前端盖 | 1 | HT200 | ||
4 | 螺钉 | 8 | Q235 | GB/T70.1—2000 | |
3 | 套筒 | 1 | 45 | ||
2 | 尾座体 | 1 | HT200 | ||
1 | 螺钉M10×25 | 4 | Q235 | GB/T70.1—2000 | |
序号 | 名称 | 数量 | 材料 | 备注 | |
车床尾座 | 比例 | (图号) | |||
件数 | 1 | ||||
制图 | 重量 | 共1张第1张 | |||
描图 | (校名) | ||||
审核 |
读装配图(车床尾座装配图)

在AutoCAD中,需要将线的起点或终点定在某些特殊的点上时,可以凭肉眼观察来确定点的位置。()
A.在电杆可能遭到机动车辆碰撞处需设置护桩
B.护桩设置要求:1)护桩离电杆O.5m处设置;2)护桩长2m,埋深1m
C.护桩露出地面部分应涂以0.1m宽的红、白相间的油漆圈
D.护桩可用水泥、砖块、石料砌成
E.也可采用水泥杆套筒设置。
A.管材或套筒的聚乙烯本体在挤出或注塑成形时在靠近焊接界面的位置留下气孔
B.另一个来源是套筒加工埋入金属丝时留下的孔洞
C.焊接界面粘有水或潮湿杂质
D.AB两者
平面机构如图(a)所示。BC杆与滑块B铰接,并穿过套筒D。已知:曲柄以匀角速度ω绕O轴转动,OA=2l。在图示位置时,θ=60°,OB=BA,OA⊥AD。试求该瞬时套筒D相对于BC杆的速度。

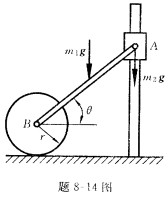
摆杆AB与水平杆GD以铰链A连接,如图(a)所示。水平杆作平动,AB杆可在套筒EF内滑动,同时又随套筒绕固定轴O摆动。已知:l=1m。在图示位置φ=30°时,GD杆的速度v=2m/s,方向向右;加速度a=0.5m/s2,方向向左。试求:
(1)套筒EF的角速度以及AB杆在套筒中滑动的速度;
(2)套筒EF的角加速度以及AB杆在套筒中滑动的加速度;
(3)摆杆AB上与O轴重合之点O1的速度和加速度。

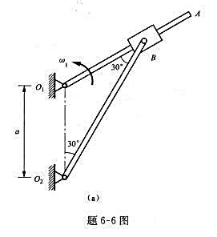
过套筒绕固定轴O1轴转动,两轴间距离O1O2=a=200mm。图示瞬时杆OA的角速度为w=3rad/s,角加速度为a1=0。试求图示位置时杆O2B的角速度和角加速度。
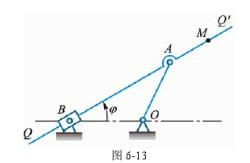
螺线画规,如图6-13所示,杆QQ'和曲柄OA铰接,并穿过固定于点B的套筒。取点B为极坐标系的极点,直线BO为极轴,已知极角ψ=kt(k为常数),BO=AO=a,AM=b。求点M的极坐标形式的运动方程、轨迹方程以及速度和加速度的大小,