

 如果结果不匹配,请
如果结果不匹配,请 
 更多“在螺纹底孔的孔口倒角丝锥开始切削时容易折。()”相关的问题
更多“在螺纹底孔的孔口倒角丝锥开始切削时容易折。()”相关的问题
第5题
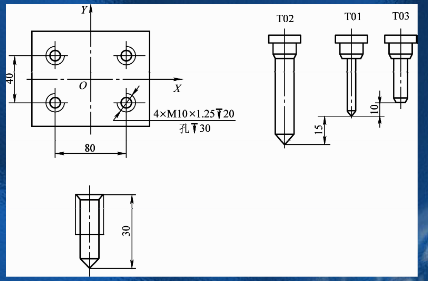
如图3-46所示,用8.6mm钻头(T01标准刀)钻孔,用16mm倒角钻(T02)倒角,再用M10mm丝锥(T03)攻螺纹。钻孔:v=50m/mi
如图3-46所示,用 8.6mm钻头(T01标准刀)钻孔,用
8.6mm钻头(T01标准刀)钻孔,用 16mm倒角钻(T02)倒角,再用M10mm丝锥(T03)攻螺纹。钻孔:v=50m/min,f=0.1mm/r;倒角:v=50m/min,f=0.1mm/r;攻螺纹:v3=8m/min,f=1.25mm/r。利用刀具长度补偿及固定循环编程。
16mm倒角钻(T02)倒角,再用M10mm丝锥(T03)攻螺纹。钻孔:v=50m/min,f=0.1mm/r;倒角:v=50m/min,f=0.1mm/r;攻螺纹:v3=8m/min,f=1.25mm/r。利用刀具长度补偿及固定循环编程。
第8题
攻丝时,每扳转绞手1/2-1圈,就应倒转约1/2圈,使切屑碎断后容易排出,并可减少切削刃因粘屑而使
攻丝时,每扳转绞手1/2-1圈,就应倒转约1/2圈,使切屑碎断后容易排出,并可减少切削刃因粘屑而使丝锥轧住现象。()
第10题
当螺栓断在孔内时,可用直径比螺纹小径小0.5~1mm的钻头钻去螺栓,再用丝锥攻出内螺纹。()
当螺栓断在孔内时,可用直径比螺纹小径小0.5~1mm的钻头钻去螺栓,再用丝锥攻出内螺纹。()
















