

 如果结果不匹配,请
如果结果不匹配,请 
 更多“高精度的锥齿轮应在()上加工。A.卧式铣床B.立式铣床C.专…”相关的问题
更多“高精度的锥齿轮应在()上加工。A.卧式铣床B.立式铣床C.专…”相关的问题
第3题
在立式铣床上用盘形铣刀铣削锥齿轮,应使用()向进给铣削,()向进给调整吃刀量,()向移动进行对刀调整。
在立式铣床上用盘形铣刀铣削锥齿轮,应使用( )向进给铣削,( )向进给调整吃刀量,( )向移动进行对刀调整。
A.纵,垂,横 B.横,垂,纵 C.纵,横,垂
第4题
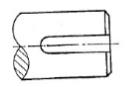
下图所示轴的端部键槽,加工方法通常采用()。 A.在插床上用插刀进行插削 B.在牛头刨床上用盘铣刀加工 C.
下图所示轴的端部键槽,加工方法通常采用( )。
A.在插床上用插刀进行插削 B.在牛头刨床上用盘铣刀加工
C.在卧式铣床上用盘铣刀加工 D.在立式铣床上用端铣刀加工
第6题
在铣锥齿轮时,若试切后经测量的结果是:小端尺寸已准,而大端尺寸太小,这是由于()。 A.偏移量和回转量太小
A.A.偏移量和回转量太小
B.B.回转量太少和偏移量太多
C.C.回转量和偏移量太多
第7题
在偏铣大质数锥齿轮大端齿侧时,若齿宽标准,小端应()。 A.保留分度圆以下齿形 B.根据余量确定 C.保持原
A.A.保留分度圆以下齿形
B.B.根据余量确定
C.C.保持原有齿形
第9题
在下列情况下,不应该使用任何切削液的有()。
A.切削铸铁工件平面、插齿机加工铸铁齿轮、高速钢立铣刀铣碳钢轴件平面
B.在碳钢工件上铰孔、插齿机加工铸铁齿轮、高速钢立铣刀铣碳钢轴件平面、硬质合金刀精车碳钢工件
C.在铸铁件上用高速钢刀车螺纹
D.磨削铸铁工件平面、在铸铁件上用高速钢刀车螺纹、硬质合金刀精车碳钢工件、插齿机加工铸铁齿轮
第10题
铣削质数锥齿轮时,因差动分度交换齿轮传动系统间隙相等,因此偏铣两侧余量时,不需消除间隙。()
铣削质数锥齿轮时,因差动分度交换齿轮传动系统间隙相等,因此偏铣两侧余量时,不需消除间隙。( )
















