题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
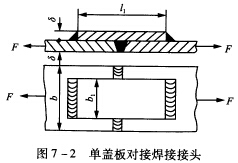
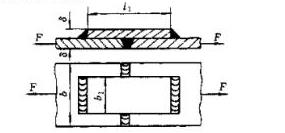
如图所示的焊接接头,被焊件材料均为Q235钢,b=170mm,b1=80mm,δ=12mm,承受静载荷F=0.4MN,设采用E4303号焊条手
如图所示的焊接接头,被焊件材料均为Q235钢,b=170mm,b1=80mm,δ=12mm,承受静载荷F=0.4MN,设采用E4303号焊条手工焊接。接头如承受变载荷Fmax=0.4MN,Fmin=0.2MN,其他条件不变,接头强度能否满足要求?
查看答案

 如果结果不匹配,请 联系老师 获取答案
如果结果不匹配,请 联系老师 获取答案

 更多“如图所示的焊接接头,被焊件材料均为Q235钢,b=170mm…”相关的问题
更多“如图所示的焊接接头,被焊件材料均为Q235钢,b=170mm…”相关的问题