如果结果不匹配,请
如果结果不匹配,请 
 更多“埋弧自动焊必须在设计焊缝端部()的引板上起、熄弧。”相关的问题
更多“埋弧自动焊必须在设计焊缝端部()的引板上起、熄弧。”相关的问题

第4题
如图所示截面尺寸钢梁要接长,试验算连接处对接焊缝的强度。连接处承受的弯矩设计值100kN·m,剪力设计值400kN。
钢材为Q235B,焊条为E43型,采用引弧板施焊。假定焊缝为三级检验标准。
点击查看答案

第6题
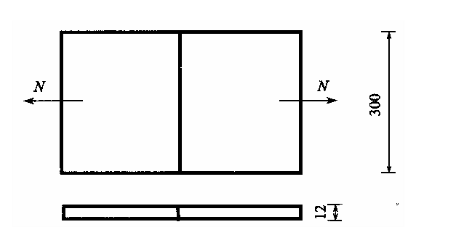
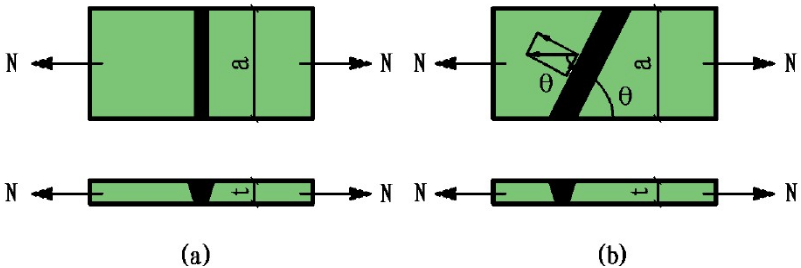
试算图11-14钢板的对接焊缝的强度,a=540mm,t=22mm,轴心力的设计值N=2150kN,钢材为Q235-B,手工焊,焊条为E43
试算图11-14钢板的对接焊缝的强度,a=540mm,t=22mm,轴心力的设计值N=2150kN,钢材为Q235-B,手工焊,焊条为E43型,三级质量标准的焊缝,施焊时,加引弧板。
第7题
钢构件焊接连接的施工要点有()。
A.彻底清除待焊处表面的氧化皮、锈、油污、水等污物
B.施焊前,焊工应复核焊接件的接头质量和焊接区域的坡口、间隙、钝边等的处理情况
C.引弧和熄弧板应采用气割方法切除,并修磨平整,不得用锤击落
D.应该在焊缝以外的母材上打火引弧
E.焊道两端加引弧板和熄弧板,引弧和熄弧焊缝长度应大于或等于80mm
第8题
设计500×14钢板的对接焊缝拼接。钢板承受轴心拉力,其中恒载和活载标准值引起的轴心拉力值分别为700kN和400kN
,相应的荷载分项系数分别为1.2和1.4。已知钢材为Q235,采用E43型焊条,手工电弧焊,三级质量标准,施焊时未用引弧板。
第9题
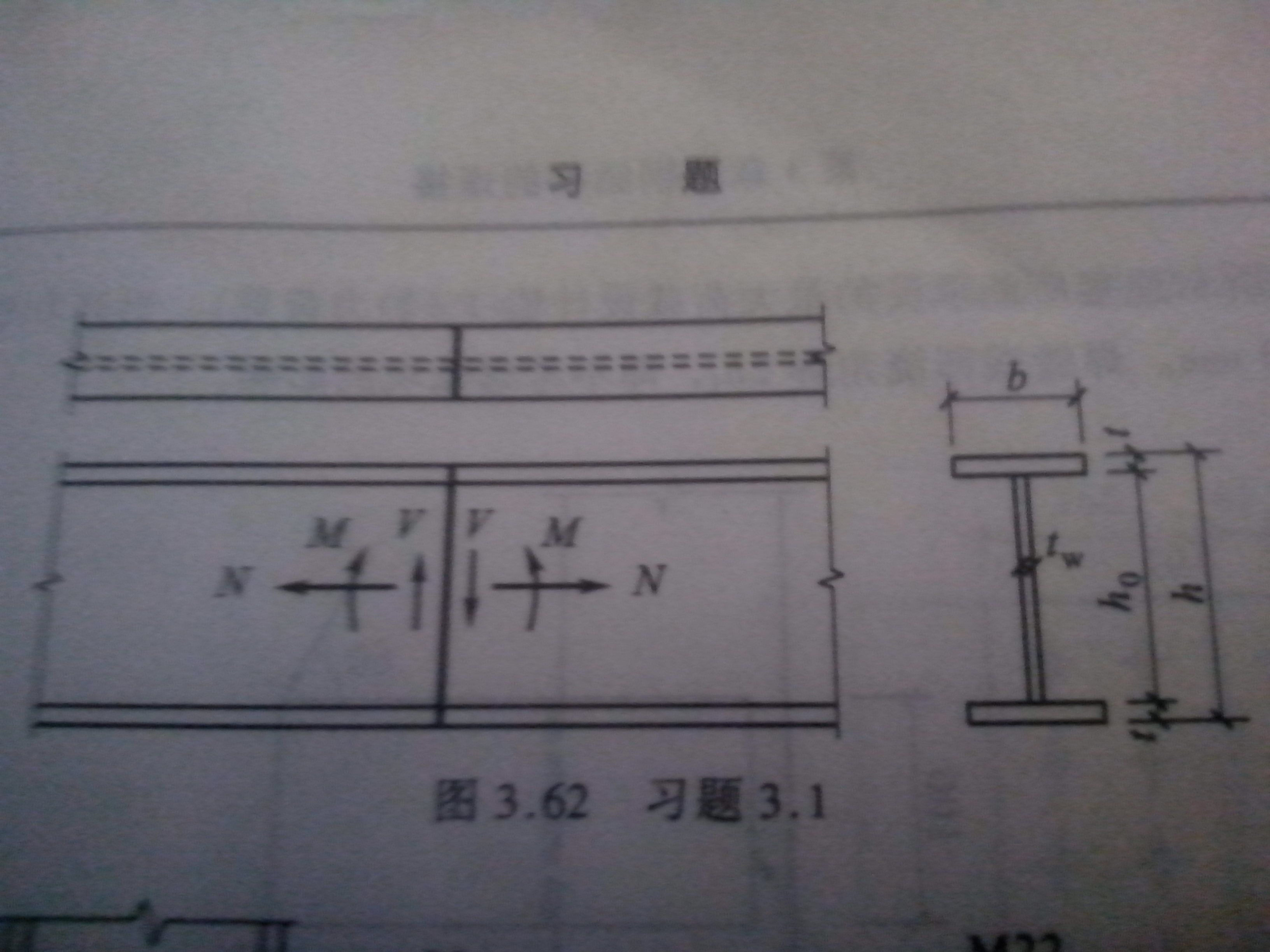
验算下图所示由三块钢板焊成的工字形截面梁的对接焊缝强度。已知工字形截面尺寸为:翼缘宽度b=100mm,厚度t=12
mm;腹板高度h0=200mm,厚度tw=8mm。截面上作用的轴心拉力设计值N=240kN。弯矩设计值M=50kN·m,剪力设计值V=240kN。钢材为Q345,采用手工焊,焊条为E50型,施焊时采用引弧板,三级质量标准。
第11题
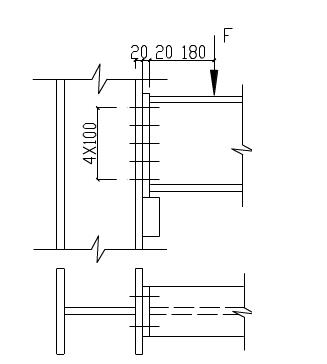
试验算下图所示的支托板与柱搭接连接的角焊缝强度。荷载设计值N=30kN,V=180kN(均为静力荷载)。钢材为Q235,焊
试验算下图所示的支托板与柱搭接连接的角焊缝强度。荷载设计值N=30kN,V=180kN(均为静力荷载)。钢材为Q235,焊条E43型,手工焊。焊缝端部绕角焊2hf,即不考虑弧坑的影响。