题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
加工一淬火钢的外圆,其加工顺序为()。
A.车削-淬火-磨削
B.车削-磨削-淬火
C.淬火-车削-磨削
D.车削-淬火-车削
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
A.车削-淬火-磨削
B.车削-磨削-淬火
C.淬火-车削-磨削
D.车削-淬火-车削
如果结果不匹配,请 联系老师 获取答案
 更多“加工一淬火钢的外圆,其加工顺序为()。A、车削-淬火-磨削B…”相关的问题
更多“加工一淬火钢的外圆,其加工顺序为()。A、车削-淬火-磨削B…”相关的问题
轴上铣一键槽如图所示,加工顺序为车外圆A1为 ,铣键深A2,磨外圆
,铣键深A2,磨外圆 ,要求磨外圆后保证键深
,要求磨外圆后保证键深 ,求铣槽深度A,应为多少。
,求铣槽深度A,应为多少。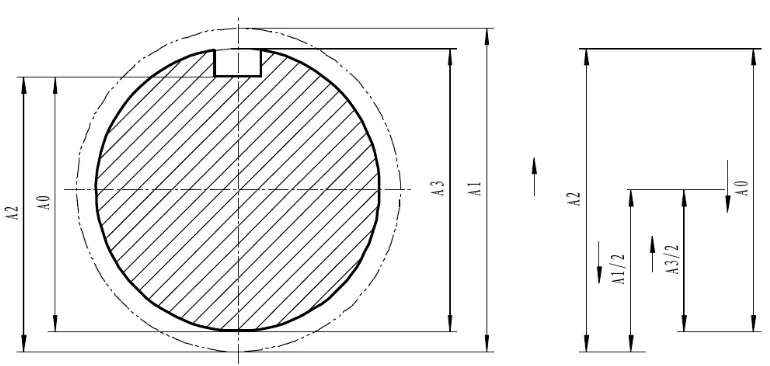
参考答案:球化退火目的:消除和改善锻造所造成的组织缺陷及内应力;使二次渗碳体及珠光体中片状渗碳体球状化,从而降低硬度,改善切削加工性。 淬火目的:得到马氏体组织,使圆板牙的强度、硬度提高。 低温回火目的:保持淬火钢的高硬度和高耐磨性,降低淬火内应力。 (2)球化退火、淬火及低温回火的大致工艺参数。
参考答案:球化退火大致工艺参数:780℃加热,炉冷 淬火大致工艺参数:830~860℃淬火加热温度,油冷 低温回火大致工艺参数:200℃回火,空冷5-8 1Cr 13、2Cr 13、3Cr 13、1Cr17与Cr 12、Cr12MoV钢中铬的质量分数均在12%以上,是否都是不锈钢?为什么?
A.加工齿坯→淬火→切齿一磨齿
B.加工齿坯→切齿→磨齿→淬火
C.加工齿坯→切齿→淬火→磨齿
D.加工齿坯→淬火→磨齿→切齿
A.粗车-铣-磨-热处理
B.粗车-精车-铣-热理处理-粗磨-精磨
C.车-磨-铣-热处理
D.车-热处理-磨-铣
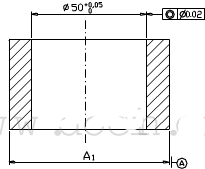
加工如图所示轴套,加工顺序为:车外圆,车内孔,要求保证壁厚为5±0.05mm,已知轴套孔对外圆的同轴度公差为 0.02mm,求外圆尺寸A1。
0.02mm,求外圆尺寸A1。
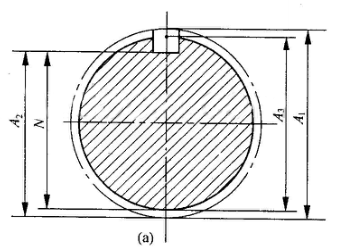
要求在轴上铣一个键槽,如图所示。加工顺序为车削外圆A1=φ70.05-00.11mm;铣键槽尺寸为A2;磨外圆A3=φ70-00.06mm,要求磨外圆后保证键槽尺寸为N=62-00.03mm,求键槽尺寸A2。
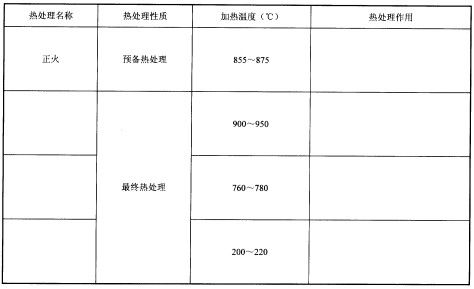
汽车变速齿轮用20CrMnTi钢制造,其热处理技术条件是:齿表面渗碳层深度:0.8~1-3mm,齿面硬度为:58~62HRC,心部硬度为:33~48HRC。加工工艺如下:备料→锻造→正火→机械加工→渗碳→淬火、回火→喷丸→校正花键孔→磨齿填写下表: