

 如果结果不匹配,请
如果结果不匹配,请 
 更多“由于加工内孔时受刀具和孔径的限制,所以在编程时进刀点和退刀点…”相关的问题
更多“由于加工内孔时受刀具和孔径的限制,所以在编程时进刀点和退刀点…”相关的问题
第1题
多层孔箱体工件镗削加工时,由于除两端孔外,其余各层孔都藏于箱体内部,所以在进行()都十分困难。
A.工件装夹
B.工件定位找正
C.刀具调夹调整
D.加工状态观察
E.孔径尺寸测量
F.排屑
第4题
多层孔箱体工件镗削加工时,由于除两端孔外,其余各层孔都藏于箱体内部,所以进行()都十分困难。
A.工件装夹
B.工件定位找正
C.刀具调夹调整
D.加工状态观察
E.孔径尺寸测量
F.排屑
第5题
钻削的工艺特点叙述有误的一项是()。
A.钻削为细加工,其加工经济精度等级为IT2~1T5
B.钻孔时切削深度达到孔径的一半,金属切除率较高
C.钻削过程为半封闭的,钻头伸入工件孔内并占有较大空间
D.钻削时,冷却条件差,切削温度高,因此,限制了切削的速度,影响生产率的提高
第10题
用硬质合金外圆车刀和内孔车刀加工如下图所示工件的外圆和内孔,已知工件毛坯外径为60mm,孔径为27mm,试求:
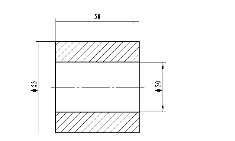
(1)车外圆和内孔时的切削深度ap;
(2)若选定切削速度vc=1.5m/s,求车外圆时的工件转速n;
(3)若采用车床主轴转速n=480r/min,求车外圆和车内孔时的切削速度vc;
(4)若选用的进给量f=0.15mm/r,主轴转速n=480r/min,求进给速度vf。
















