题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
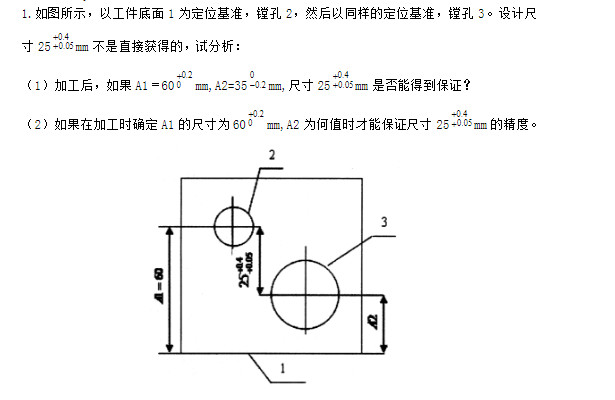
如图(a)所示,以工件底面1为定位基准,镗孔2,然后以同样的定位基准,镗孔3。两孔距离的设计尺寸不是直接获得的,
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
 更多“如图(a)所示,以工件底面1为定位基准,镗孔2,然后以同样的…”相关的问题
更多“如图(a)所示,以工件底面1为定位基准,镗孔2,然后以同样的…”相关的问题
工件以圆孔在水平心轴上定位铣两斜面如图(a)所示,要求保证加工尺寸为a±Ta/2,试计算定位误差。
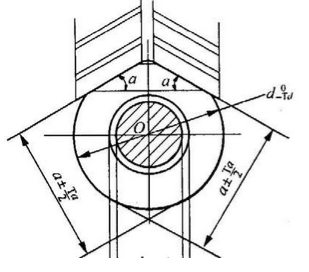
图1.10-4(a)所示的键槽对称度标注,按图1.10-4(b)所示的方法测量其对称度误差。以平板4为测量基准,V形支承座1体现被测轴2的基准轴线(平行于平板)。定位块3模拟体现键槽中心平面。指示器的测头与定位块3的顶面接触,使定位块的该横截面的素线平行于平板。再对定位块长度两端的Ⅰ和Ⅱ部位用指示表分别进行测量,测得MⅠ和MⅡ值为0mm和0.020mm。将被测轴2在V形支承座1上翻转180°,按上述方法进行调整并测量定位块另一顶面(前一轮测量时的底面)长度两端的Ⅰ和Ⅱ部位的测点,测得M'Ⅰ和M'Ⅱ值分别为-0.030mm和-0.050mm。试确定其对称度误差,并判断合格否。

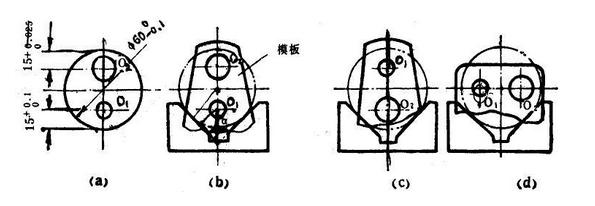
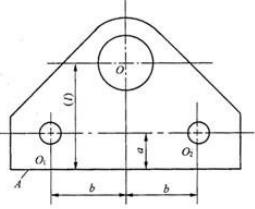
有一批工件,如图(a)所示,采用钻模夹具钻削工件上

有一批工件,如图(a)所示,采用钻模夹具钻削工件上Φ5mm(O1)和Φ8mm(O2)两孔,除保证图纸尺寸要求外,还要求保证两孔联心线通过 (D)的轴线,其偏移量公差为0.08mm。现采用如图(b)、(c)、(d)三种定位方案,若定位误差不得大于加工允差的1/2。试问这三种定位方案是否都可行(α=90°)。
(D)的轴线,其偏移量公差为0.08mm。现采用如图(b)、(c)、(d)三种定位方案,若定位误差不得大于加工允差的1/2。试问这三种定位方案是否都可行(α=90°)。
如图(a)所示板形工件,最后工序为在其上钻O1、O2孔,要求O1O2与A面平行。
试设计保证设计尺寸a和b的定位方案。
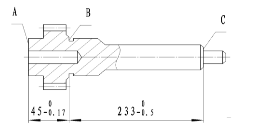
采用火花磨削方法加工某齿轮轴的端面如图(a)所示,其前后有关的工序为:
(1)精车工序,以精车过的A面为基准精车B面,保持工序尺寸L1;精车C面,保持工序尺寸L2。
(2)在热处理后的磨削工序中,对B面进行磨削,控制磨削余量为Z=(0.1±0.02)mm。要求满足设计尺寸 和
和 。
。
求车削工序的尺寸L1和L2。
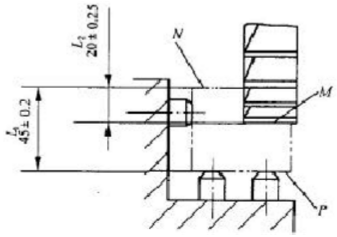
图所示为加工工件的M面时的定位情况。N面、P面已在前工序加工完毕,L1=(45±0.2)mm,定位基准为P面,工序尺寸为L2=(20±0.25)mm,工序基准为N面。试计算定位误差,并分析能否满足工序要求。