如果结果不匹配,请
如果结果不匹配,请 
 更多“试完成如下图所示凸轮零件外轮廓铣削加工的自动编程。”相关的问题
更多“试完成如下图所示凸轮零件外轮廓铣削加工的自动编程。”相关的问题


第3题
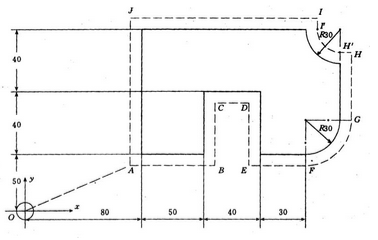
编制用刀具位置偏置指令铣削如下图所示零件外轮廓的加工程序。刀具直径为φ20mm,偏置号为H01,偏置量为+10.0mm
编制用刀具位置偏置指令铣削如下图所示零件外轮廓的加工程序。刀具直径为φ20mm,偏置号为H01,偏置量为+10.0mm。加工路线从O点开始,经过A、B、C、D、E、F、G、H、H’、I’、I、J、A点,又回到O点。
第4题
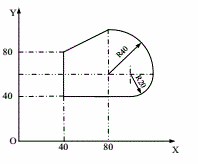
用φ10mm的立铣刀铣削工件轮廓,起刀点为(0,0),工件尺寸及加工路线如下图所示,试按相对坐标完成数控铣削手工
用φ10mm的立铣刀铣削工件轮廓,起刀点为(0,0),工件尺寸及加工路线如下图所示,试按相对坐标完成数控铣削手工编程,I、J、K为圆弧起点相对其圆心(圆心指向起点的矢量)的X、Y、Z坐标值的地址符(主轴转速为600r/m,进给速度为150mm/min,机床具有刀具半径补偿功能)。
 12立铣刀加工,刀具位置如图所示。
12立铣刀加工,刀具位置如图所示。

第7题
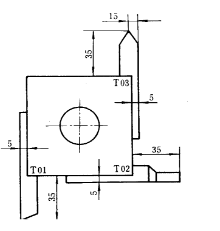
精加工如下图所示零件外轮廓,采用G54工件坐标系(工件原点如图所示),已知主轴转速为400r/min,进给速度为200m
精加工如下图所示零件外轮廓,采用G54工件坐标系(工件原点如图所示),已知主轴转速为400r/min,进给速度为200mm/min,试编制加工程字。
提示:圆弧插补。

第10题
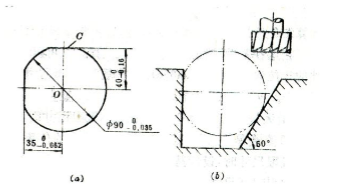
数控车削加工如图所示零件外圆面,试编制其加工程序。 提示:加工该零件外圆面时,刀具轨迹如下图所示。
数控车削加工如图所示零件外圆面,试编制其加工程序。
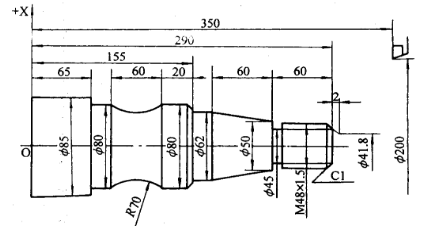 提示:加工该零件外圆面时,刀具轨迹如下图所示。
提示:加工该零件外圆面时,刀具轨迹如下图所示。