 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
加工多线蜗杆时,将多孔插盘装在车床主轴上,而转盘上有12个等分精度很高的( )插孔,它可以对2、3、4、6、8、12线蜗杆进行分线。
A.安装
B.定位
C.圆锥
D.矩形
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
A.安装
B.定位
C.圆锥
D.矩形
如果结果不匹配,请 联系老师 获取答案
 更多“加工多线蜗杆时,将多孔插盘装在车床主轴上,而转盘上有12个等…”相关的问题
更多“加工多线蜗杆时,将多孔插盘装在车床主轴上,而转盘上有12个等…”相关的问题
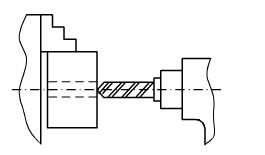
A.车床导轨与主轴回转轴线不平行
B.尾座套筒轴线与主轴回转轴线不同轴
C.刀具热变形
D.钻头刃磨不对称
发现孔径偏大。试分析下列误差因素中,哪些因素可能造成孔径偏大?
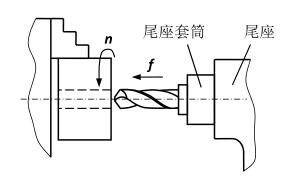
A、尾座套筒中心线与主轴回转轴线不同轴
B、车床纵向导轨与主轴回转轴线不平行尾座套筒尾座
C、三爪装夹面与主轴回转轴线不同轴
D、钻头两刃刃磨不对称
E、钻头热变形
F、工件热变形
G、钻头磨损
A.安装
B.修改
C.换
D.改制


















