 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
平面图形标注尺寸必须先确定基准,常选用图形的轴线、()或较长的轮廓直线作为尺寸基准。
平面图形标注尺寸必须先确定基准,常选用图形的轴线、()或较长的轮廓直线作为尺寸基准。
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
 更多“平面图形标注尺寸必须先确定基准,常选用图形的轴线、()或较长…”相关的问题
更多“平面图形标注尺寸必须先确定基准,常选用图形的轴线、()或较长…”相关的问题
图所示轴及键槽的图样上,标注的尺寸为轴径

将下列技术要求标注在图2.6-2上
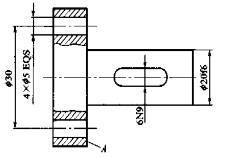
1. φ20f6圆柱面采用包容要求。
2. φ20f6圆柱面的轴线对端面A的垂直度公差为0.01mm。
3. 6N9键槽中心平面相对于φ20f6圆柱面轴线的对称度公差为0.01mm。
4. 4×φ5孔的轴线相对于端面A(第一基准)和φ20f6圆柱面轴线的位置度公差为0.01mm;该孔轴线的位置度公差与其尺寸公差的关系采用最大实体要求。
5. φ20f6圆柱面表面粗糙度轮廓参数Ra上限值3.2μm,其余各表面的表面粗糙度轮廓参数Rz最大值12.5μm。
按图2.4-2的图样标注加工零件后,测得孔的横截面形状正确,实际尺寸处处皆为φ20.025mm,轴线对基准平面A的垂直度误差值为φ0.02mm。试计算该孔的体外作用尺寸,说明该孔的合格条件,并判断该孔合格与否。
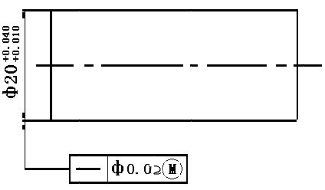
图1.10-4(a)所示的键槽对称度标注,按图1.10-4(b)所示的方法测量其对称度误差。以平板4为测量基准,V形支承座1体现被测轴2的基准轴线(平行于平板)。定位块3模拟体现键槽中心平面。指示器的测头与定位块3的顶面接触,使定位块的该横截面的素线平行于平板。再对定位块长度两端的Ⅰ和Ⅱ部位用指示表分别进行测量,测得MⅠ和MⅡ值为0mm和0.020mm。将被测轴2在V形支承座1上翻转180°,按上述方法进行调整并测量定位块另一顶面(前一轮测量时的底面)长度两端的Ⅰ和Ⅱ部位的测点,测得M'Ⅰ和M'Ⅱ值分别为-0.030mm和-0.050mm。试确定其对称度误差,并判断合格否。

A.填写标题栏
B.布置版面
C.标注尺寸
D.存档保存

















