如果结果不匹配,请
如果结果不匹配,请 
 更多“由装配图拆画零件图时,标准零件必须画零件图。()”相关的问题
更多“由装配图拆画零件图时,标准零件必须画零件图。()”相关的问题
由装配图拆画零件图
一、工作原理
截止阀是一种输流装置中的控制阀(开关)。当转动手轮7时,阀杆3通过与填料盒6的螺纹连接便上下移动以开闭阀门。为了密封采用密封垫片5,阀杆和填料盒之间用了两个密封圈4,螺钉2是用来泄去液体压力的。
二、要求
画出阀体1的零件图。(不注尺寸,不注表面粗糙度)
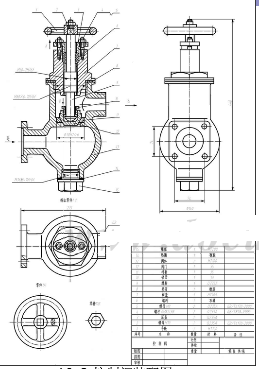
9 | 螺母M12 | 1 | Q235 | GB/T6170—2000 | |
8 | 垫圈12 | 1 | Q235 | GB/T97.1—1988 | |
7 | 手轮 | 1 | 胶木 | ||
6 | 填料盒 | 1 | 35 | ||
5 | 密封垫圈 | 1 | 聚四氧乙烯 | ||
4 | 密封圈 | 82 | 橡胶 | ||
3 | 阀杆 | 1 | 40Cr | ||
2 | 泄压螺钉 | 1 | 40Cr | ||
1 | 阀体 | 41 | 45 | ||
序号 | 名称 | 数量 | 材料 | 备注 | |
截止阀 | 比例 | (图号) | |||
件数 | 1 | ||||
制图 | 重量 | 共1张第1张 | |||
描图 | (单位) | ||||
审核 |
部件的装配略图可作为拆卸零件后()的依据。
A.重新装配成部件
B.画总装图
C.画零件图
D.安装零件
车床尾座
一、工作原理
小车床尾座是精密仪器及仪表车床的配套装置,加工轴类零件时用它来顶紧工件。
当用手把20使手轮15旋转时,通过键23带动螺杆12转动,与螺杆旋合的螺母1则左右移动,同螺母10固定连接在一起的套筒3则随之在尾座体2内移动,带动顶尖顶紧或松开工件。顶尖位置调好以后,旋转手柄8,使夹紧套16、19将套筒3锁紧把顶尖固定在调好的位置上。
二、作业要求
1.看车床尾座装配图;
2.说明拆卸螺杆12的顺序;
3.拆画尾座体2的零件图(不注尺寸,不注表面粗糙度,尺寸按图中量取)。
24 | 定位键 | 2 | 45 | ||
23 | 键5×9 | 1 | Q235 | GB/T1096—2003 | |
22 | 垫圈12 | 1 | Q235 | GB/T97.1—1998 | |
21 | 螺母M12 | 1 | Q235 | GB/T6170—2000 | |
20 | 手把 | 1 | Q235 | ||
19 | 夹紧套 | 1 | Q275 | ||
18 | 螺杆 | 1 | Q275 | ||
17 | 圆柱销A4×12 | 1 | Q235 | GB/T119.1—2000 | |
16 | 夹紧套 | 1 | Q275 | ||
15 | 手轮 | 1 | HT200 | ||
14 | 后端盖 | 1 | HT200 | ||
13 | 垫圈 | 1 | Q235 | ||
12 | 螺杆 | 1 | Q235 | ||
11 | 螺钉M8×16 | 2 | Q235 | GB/T71.1—2000 | |
10 | 螺母 | 1 | Q235 | ||
9 | 螺钉M10×20 | 1 | Q235 | GB/T75—1985 | |
8 | 手柄 | 1 | 45 | ||
7 | 密封圈 | 1 | 毛毡 | ||
6 | 顶尖 | 1 | T12A | ||
5 | 前端盖 | 1 | HT200 | ||
4 | 螺钉 | 8 | Q235 | GB/T70.1—2000 | |
3 | 套筒 | 1 | 45 | ||
2 | 尾座体 | 1 | HT200 | ||
1 | 螺钉M10×25 | 4 | Q235 | GB/T70.1—2000 | |
序号 | 名称 | 数量 | 材料 | 备注 | |
车床尾座 | 比例 | (图号) | |||
件数 | 1 | ||||
制图 | 重量 | 共1张第1张 | |||
描图 | (校名) | ||||
审核 |
读装配图(车床尾座装配图)

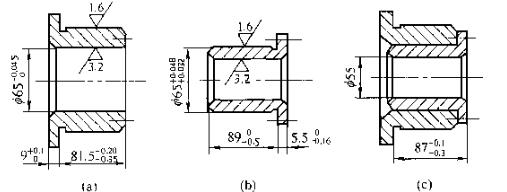
图所示为滑动轴承、轴承套零件图及其装配图。组装后滑动轴承外端面与轴承套内端面间要保证尺寸 mm。但按两零件图上标出的尺寸加工(
mm。但按两零件图上标出的尺寸加工( mm及
mm及 mm为该尺寸链的组成环),装配后此尺寸为
mm为该尺寸链的组成环),装配后此尺寸为 mm,不能满足装配要求。该组件属成批生产。拟采用完全互换法或分组装配法装配,试确定各组成零件的尺寸。
mm,不能满足装配要求。该组件属成批生产。拟采用完全互换法或分组装配法装配,试确定各组成零件的尺寸。