

 如果结果不匹配,请
如果结果不匹配,请 
 更多“ 巧克力连续浇模成型的工艺技术参数有哪些?”相关的问题
更多“ 巧克力连续浇模成型的工艺技术参数有哪些?”相关的问题
第5题
符合注塑工艺基本原理的是()。
A.注塑成型坯,后经加热、拉伸、吹胀,冷却形成制品
B.间歇注射熔融物料注入模具型腔冷却形成制品
C.挤出机连续挤出形成型坯,在模具内将型坯吹胀、冷却成制品
D.挤出机连续挤出型坯,在模具内及出模后冷却成型。
第6题
符合吹塑工艺基本原理的是()。
A.注塑成型坯,后经加热、拉伸、吹胀,冷却形成制品
B.间歇挤出熔融物料注入模具型腔冷却形成制品
C.挤出机连续挤出形成型坯,在模具内将型坯吹胀、冷却成制品
D.挤出机连续挤出型坯,在模具内及出模后冷却成型。
第7题
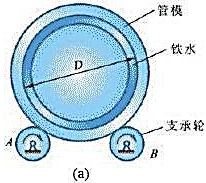
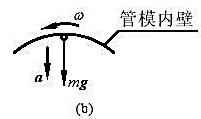
在图10-4a所示离心浇注装置中,电动机带动支承轮A、B作同向转动,管模放在两轮上靠摩擦传动而旋转。
铁水浇入后,将均匀地紧贴管模的内壁而自动成型,从而可得到质量密实的管形铸件。如已知管模内径D=400mm,求管模的最低转速n。
点击查看答案
第8题
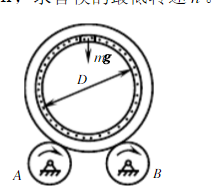
在图10-6所示离心浇注装置中,电动机带动支承轮A、B作同向转动,管模放在两轮上靠摩擦传动而旋转。使铁水浇入后
在图10-6所示离心浇注装置中,电动机带动支承轮A、B作同向转动,管模放在两轮上靠摩擦传动而旋转。使铁水浇入后均匀地紧贴管模的内壁而自动成型,从而可得到质量密实的管形铸件。如已知管模内径D=400mm,试求管模的最低转速n。
第10题
铸造工艺参数是与铸造工艺过程有关的某些工艺数据。在铸造工艺方案初步确定之后,必需选定铸件的工艺参数,下面不属于铸件的工艺参数的是
A.加工余量
B.铸造收缩率
C.起(拔)模斜度
D.浇、冒口系统
第11题
注射机、注射成型工艺和()是塑料注射成型加工中的三个基本因素。A.注射模B. 数控加工中心加工c
A.A.注射模
B.B. 数控加工中心加工
C.C. 钳工工艺
D.D. 电切削加工
















