

 如果结果不匹配,请
如果结果不匹配,请 
 更多“如零件的材料为HT200,则其毛坯制造方法可能是( )。”相关的问题
更多“如零件的材料为HT200,则其毛坯制造方法可能是( )。”相关的问题
第1题
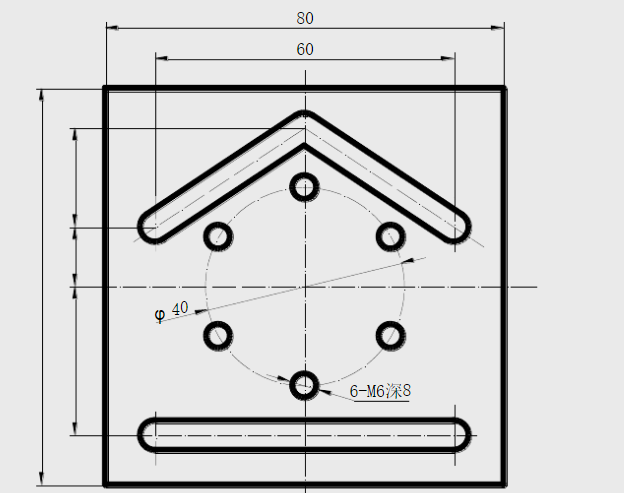
如下图所示的槽形零件,其毛坯为四周及表面已加工的铝锭(厚为20mm),槽宽60mm,槽深2mm,螺纹孔深80mm。试编写该槽
如下图所示的槽形零件,其毛坯为四周及表面已加工的铝锭(厚为20mm),槽宽60mm,槽深2mm,螺纹孔深80mm。试编写该槽形零件槽及孔的加工程序。
第2题
加工如图所示零件。毛坯为Ф280×40的HT200,若为单件加工,请仔细阅读图纸及技术要求,依据相关信息,完成以下各
题。
点击查看答案

各点在XY平面的坐标如下:
| A点坐标: | X=-37.601 | Y=57.855 |
| B点坐标: | X=7.955 | Y=87.463 |
| C点坐标: | X=102.734 | Y=89.514 |
| D点坐标: | X=148.525 | Y=20.983 |
| E点坐标: | X=149.997 | Y=0.974 |
| P点坐标: | X=150.000 | Y=0.000 |
| F点坐标: | X=122.564 | Y=-56.044 |
| G点坐标: | X=54.839 | Y=-75.443 |


第6题
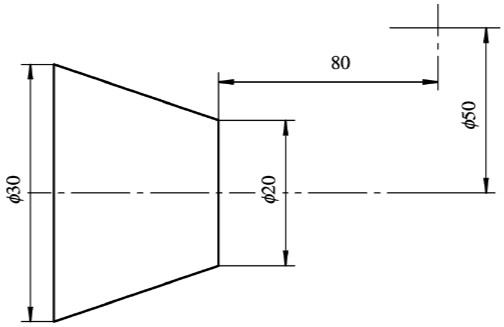
加工如图所示的零件,毛坯直径为45mm,长为220mm,材料为Q235,未注倒角为3×45°,刀具及工件坐标系自拟。
加工如图所示的零件,毛坯直径为

第7题
如下图所示零件,零件毛坯为40mm×22mm×32mm的长方坯(前、后、右侧面不要求加工),粗加工台阶面后留1mm精加工余
如下图所示零件,零件毛坯为40mm×22mm×32mm的长方坯(前、后、右侧面不要求加工),粗加工台阶面后留1mm精加工余量。

第9题
机床(如C6140车床)的轴类零件的工作条件为滑动轴承配合,有冲击载荷,其常用的材料为______,热处理工艺为____
机床(如C6140车床)的轴类零件的工作条件为滑动轴承配合,有冲击载荷,其常用的材料为______,热处理工艺为______。
第10题
如图3-49所示的槽形零件,其毛坯为四周已加工的铝锭(厚为20mm),槽深2mm。编写该槽形零件加工程序。
如图3-49所示的槽形零件,其毛坯为四周已加工的铝锭(厚为20mm),槽深2mm。编写该槽形零件加工程序。

















