题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
下图所示轴的端部键槽,加工方法通常采用()。 A.在插床上用插刀进行插削 B.在牛头刨床上用盘铣刀加工 C.
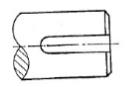
下图所示轴的端部键槽,加工方法通常采用( )。
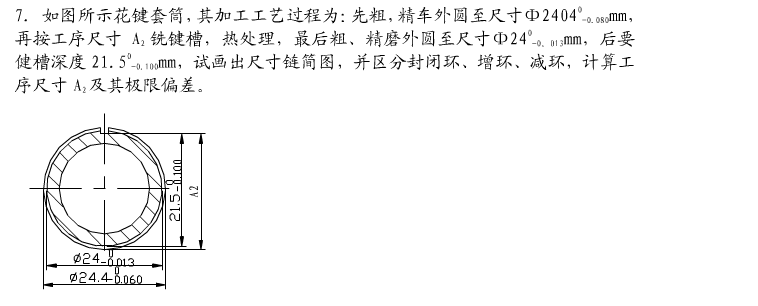
A.在插床上用插刀进行插削 B.在牛头刨床上用盘铣刀加工
C.在卧式铣床上用盘铣刀加工 D.在立式铣床上用端铣刀加工
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
下图所示轴的端部键槽,加工方法通常采用( )。
A.在插床上用插刀进行插削 B.在牛头刨床上用盘铣刀加工
C.在卧式铣床上用盘铣刀加工 D.在立式铣床上用端铣刀加工
如果结果不匹配,请 联系老师 获取答案
 更多“下图所示轴的端部键槽,加工方法通常采用()。 A.在插床上用…”相关的问题
更多“下图所示轴的端部键槽,加工方法通常采用()。 A.在插床上用…”相关的问题
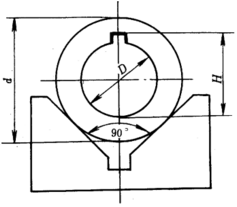
下图所示齿轮坯,内孔和外圆已加工合格(d=80-0.10mm,D=350+0.025mm),现在插床上用调整法加工内键槽,要求保证尺寸H=38.50+0.2mm。试分析采用图a所示定位方法能否满足加工要求(要求定位误差不大于工件尺寸公差的1/3)?若不能满足,应如何改进?(忽略外圆与内孔的同轴度误差。)

A.改变构件端部连接构造,或在弱轴方向增设侧向支承点,或减少翼缘厚度加大宽度
B.调整构件弱轴方向的计算长度,或减小翼缘宽度加大厚度
C.改变构件端部的连接构造,或在弱轴方向增设侧向支承点,或减小翼缘宽度加大厚度
D.调整构件弱轴方向的计算长度,或加大腹板高度减小厚度
图所示圆柱齿轮轴,左端由电机输入功率P=29.4kW,转速n=800r/min。齿轮圆周力为F1,径向力F2=0.36F1。轴上两个键槽均为端铣加工。安装齿轮处轴径φ40,左边轴肩直径φ45。轴的材料为40Cr,σb=900MPa,σ-1=410MPa,τ-1=240MPa,规定安全因数n=1.8,试校核轴的疲劳强度。

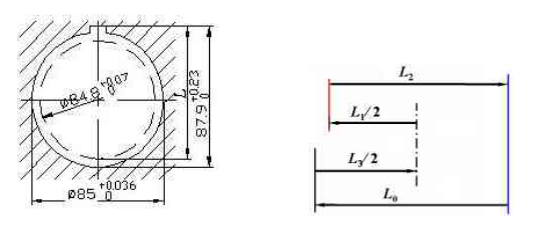
如下图所示齿轮内孔,加工工艺过程为:先粗镗孔至 ,插键槽后,再精镗孔尺寸至
,插键槽后,再精镗孔尺寸至 ,并同时保证键槽深度尺寸
,并同时保证键槽深度尺寸 ,试求插键槽工序中的工序尺寸A及其误差。
,试求插键槽工序中的工序尺寸A及其误差。
调用子程序加工如下图所示零件中3个X字母槽,槽深3mm,初始刀具为