如果结果不匹配,请
如果结果不匹配,请 
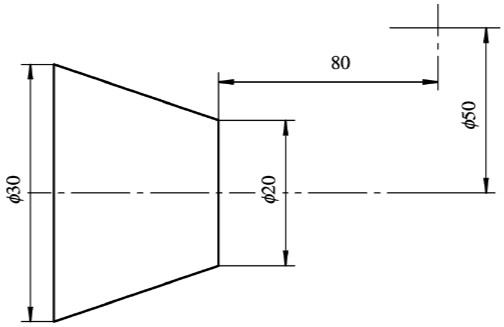
 更多“试分析下图零件中哪些为孔的尺寸,哪些为轴的尺寸?”相关的问题
更多“试分析下图零件中哪些为孔的尺寸,哪些为轴的尺寸?”相关的问题
第1题
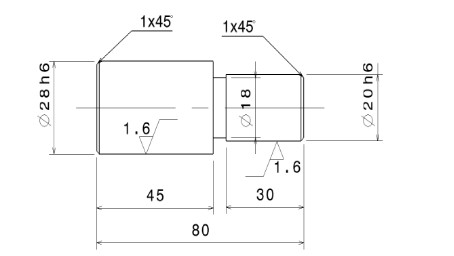
试计算下图所示小轴的大端外圆表面加工中各道工序的工序尺寸及公差。已知零件材料为热轧圆钢,工件装夹在顶尖
上加工,零件的加工过程如下:①下料;②车端面,打中心孔;③粗车各面;④精车各面;⑤热处理;⑥研磨中心孔;⑦磨削外圆。
第2题
下图所示零件的A、B、C面,φ100+0.027mm及φ300+0.033mm孔均已加工。试分析加工φ120+0.018mm孔时,选用哪些表面定
下图所示零件的A、B、C面,φ100+0.027mm及φ300+0.033mm孔均已加工。试分析加工φ120+0.018mm孔时,选用哪些表面定位最合理。


第4题
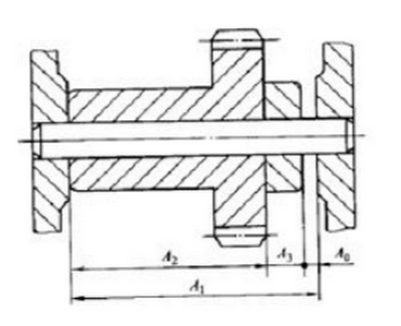
减速机中某轴上零件的尺寸为A1=40mm,A2=36mm,A3=4mm,要求装配后齿轮轴向间隙A0=0+0.10+0.25,结构如下图所示
减速机中某轴上零件的尺寸为A1=40mm,A2=36mm,A3=4mm,要求装配后齿轮轴向间隙A0=0+0.10+0.25,结构如下图所示。试用极值法和统计法分别确定A1、A2、A3的公差及其分布位置。
第5题
如下图所示齿轮内孔,加工工艺过程为:先粗镗孔至,插键槽后,再精镗孔尺寸至,并同时保证键槽深度尺寸,试求插键
如下图所示齿轮内孔,加工工艺过程为:先粗镗孔至 ,插键槽后,再精镗孔尺寸至
,插键槽后,再精镗孔尺寸至 ,并同时保证键槽深度尺寸
,并同时保证键槽深度尺寸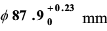 ,试求插键槽工序中的工序尺寸A及其误差。
,试求插键槽工序中的工序尺寸A及其误差。
第6题
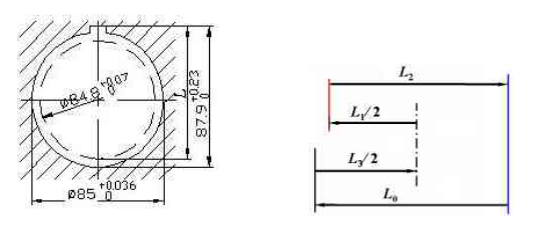
在下图a中所示的偏心零件中,表面A要求渗碳处理,渗碳层深度规定为0.5~0.8mm,零件上与此有关的加工过程如下:①
精车A面,保证尺寸φ26.2-0.10mm;②渗碳处理,控制渗碳层深度为H1;③精磨A面,保证尺寸φ25.8-0.0160mm;同时保证渗碳层深度达到规定的要求。试确定H1的尺寸及公差。
第7题
已知某配合中孔、轴的公称尺寸为60mm,孔的上极限尺寸为59.979mm,下极限尺寸为59.949mm;轴的上极限尺寸为60mm
,轴的下极限尺寸为59.981mm。试求孔、轴的极限偏差、基本偏差和公差。
第9题
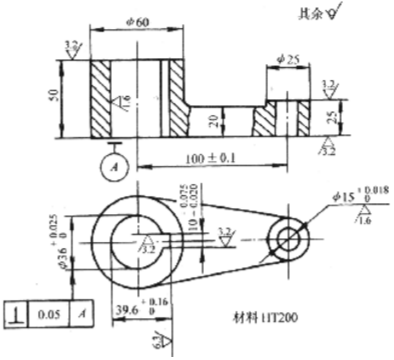
试拟订下图所示零件的机械加工工艺路线(包括工序名称、加工方法、定位基准),已知该零件毛坯为铸件(孔未铸出),
试拟订下图所示零件的机械加工工艺路线(包括工序名称、加工方法、定位基准),已知该零件毛坯为铸件(孔未铸出),成批生产。
第10题
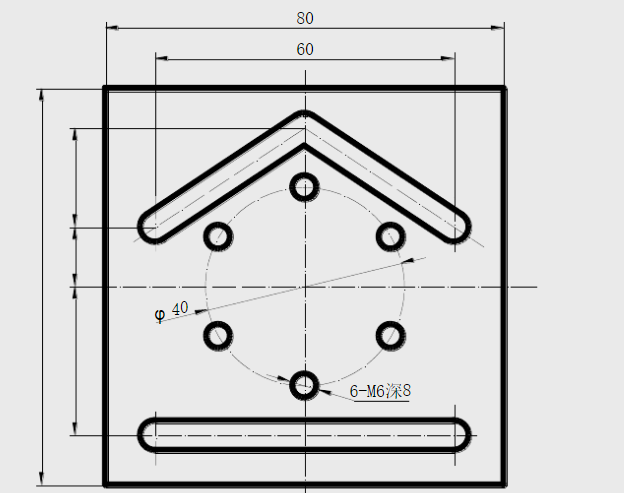
如下图所示的槽形零件,其毛坯为四周及表面已加工的铝锭(厚为20mm),槽宽60mm,槽深2mm,螺纹孔深80mm。试编写该槽
如下图所示的槽形零件,其毛坯为四周及表面已加工的铝锭(厚为20mm),槽宽60mm,槽深2mm,螺纹孔深80mm。试编写该槽形零件槽及孔的加工程序。