

 如果结果不匹配,请
如果结果不匹配,请 
 更多“G50S1200指定刀具出发点的主轴转速。()”相关的问题
更多“G50S1200指定刀具出发点的主轴转速。()”相关的问题
第5题
数控机床的()的英文是TOOL SELECT。 A.主轴速度控制盘 B.刀具指定开关 C.快速进给速率选择 D.手轮速度
A.A.主轴速度控制盘
B.B.刀具指定开关
C.C.快速进给速率选择
D.D.手轮速度
第9题
某加工中心执行一程序段:N32 G90 G56 GOO X 49. 5 YO S1l37 M03 T03 ,对指令功能描述不正确的
A.A. 指定绝对坐标尺寸模式
B.B.建立工件坐标系
C.C. 主轴以 1137r/min 转速正转
D.D. 换 3 号刀
第10题
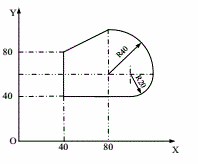
用φ10mm的立铣刀铣削工件轮廓,起刀点为(0,0),工件尺寸及加工路线如下图所示,试按相对坐标完成数控铣削手工
用φ10mm的立铣刀铣削工件轮廓,起刀点为(0,0),工件尺寸及加工路线如下图所示,试按相对坐标完成数控铣削手工编程,I、J、K为圆弧起点相对其圆心(圆心指向起点的矢量)的X、Y、Z坐标值的地址符(主轴转速为600r/m,进给速度为150mm/min,机床具有刀具半径补偿功能)。
第11题
根据图所给图形和尺寸及加工要求,编写零件的加工程序。 加工参数 加工顺序 刀具名 刀具号
根据图所给图形和尺寸及加工要求,编写零件的加工程序。

加工参数
| 加工 顺序 | 刀具名 | 刀具号 | 刀具长度 补偿 | 主轴转速 (r/min) | 进给速度 (mm/min) | R点坐标 值(mm) | z点坐标 值(mm) |
| 1 | Ф5.1钻头 | 1 | 1 | 1200 | 80 | 5.0 | -12.0 |
| 2 | Ф7.8钻头 | 2 | 2 | 800 | 80 | 5.0 | -2.0 |
00001
N10 G80 G40;
N20 G49 M06 G01;
N30 S1200 M03;
N40 G90 G00 G54 X0 Y0;
N50 G91 G43 Z50.0 H02;
N60 G49 G92 Z50.0 M08;
N70 ______;深孔加工循环,#1位置
N80 ______; #2位置
N90 ______; #3位置
N100 ______;
N110 G91 G28 Z0 M05;
N120 G49 M06 T02;
N130 ______;
N140 G90 G00 X54 X0 Y0;
N150 G91 G43 Z50.0 H02;
N160 G49 G92 Z50.0 M08;
N170 ______;钻孔循环,#1位置
N180 ______; #2位置
N190 ______; #3位置
N200 ______;
N210 G91 G28 Z0 M05;
N220 G28 X0 Y0;
N230 M30;
















