

 如果结果不匹配,请
如果结果不匹配,请 
 更多“进给功能一般是用来指令机床主轴的转速。()”相关的问题
更多“进给功能一般是用来指令机床主轴的转速。()”相关的问题
第4题
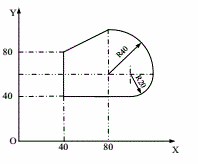
用φ10mm的立铣刀铣削工件轮廓,起刀点为(0,0),工件尺寸及加工路线如下图所示,试按相对坐标完成数控铣削手工
用φ10mm的立铣刀铣削工件轮廓,起刀点为(0,0),工件尺寸及加工路线如下图所示,试按相对坐标完成数控铣削手工编程,I、J、K为圆弧起点相对其圆心(圆心指向起点的矢量)的X、Y、Z坐标值的地址符(主轴转速为600r/m,进给速度为150mm/min,机床具有刀具半径补偿功能)。
第5题
数控编程当机床执行M02指令时()。
A.进给停止、冷却液关闭、控制系统复位、主轴不停
B.主轴停止、进给停止、冷却液关闭、控制系统未复位
C.主轴停止、进给停止、控制系统复位、冷却液未关闭
D.主轴停止、进给停止、冷却液关闭、控制系统复位
第9题
数控机床常用的功能指令有:准备功能用代码______表示;辅助功能用代码______表示;刀具功能用代码______表示;
进给功能用代码______表示;主轴功能用代码______表示。
点击查看答案
第10题
现代数控机床的数控系统是由机床控制程序、数控装置、可编程控制器、主轴控制系统及进给控制系统等
组成,其核心部分是()。
点击查看答案
A.进给控制系统
B.可编程控制器
C.数控装置
D.主轴控制系统
第11题
操作工人应负责在新铣床验收前,按机床润滑图等文件对机床各部位(包括主轴变速箱、进给变速箱等)做好注油工作
操作工人应负责在新铣床验收前,按机床润滑图等文件对机床各部位(包括主轴变速箱、进给变速箱等)做好注油工作。( )
















