 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
数控刀具的刀位点就是在数控加工中的()。
A.对刀点
B.刀架中心点
C.代表刀具在坐标系中位置的理论点
D.换刀位置的点
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
A.对刀点
B.刀架中心点
C.代表刀具在坐标系中位置的理论点
D.换刀位置的点
如果结果不匹配,请 联系老师 获取答案
 更多“数控刀具的刀位点就是在数控加工中的()。”相关的问题
更多“数控刀具的刀位点就是在数控加工中的()。”相关的问题
如下图所示零件,数控车削加工该零件外圆柱面,试编制该加工程序。

提示:在复杂形状外圆柱面的加工中,起刀点、切削起点、切削终点和退刀点4个基本刀位点位置不变,仅在切削过程中多了几步而已。具体加工刀具轨迹如下图所示,相应的O为起刀点、A为切削起点、D为切削终点、E为退刀点,AB、BC、CD段均在切削外圆柱面,用G01指令。

在多坐标数控加工中,采用截面线加工方法生成刀具轨迹,一般(排除一些特殊情况)采用( )。
A.球形刀 B.环形刀 C.端铣刀
用φ10mm的立铣刀铣削工件轮廓,起刀点为(0,0),工件尺寸及加工路线如下图所示,试按相对坐标完成数控铣削手工编程,I、J、K为圆弧起点相对其圆心(圆心指向起点的矢量)的X、Y、Z坐标值的地址符(主轴转速为600r/m,进给速度为150mm/min,机床具有刀具半径补偿功能)。
如下图所示零件,数控车削加工该零件外圆锥面,请计算各刀位点的绝对坐标隹,并将其填写到程序的相应位置。

O(______,______) N10 G50 X______Z______
A(______,______) N20 GD0 X______Z______
B(______,______) N30 G01 X______Z______F0.15
C(______,______) N40 G00 X______Z______
0(______,______) N50 G00 X______Z______
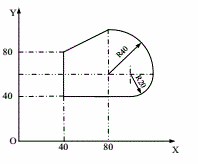
如下图所示零件,数控车削加工该零件右端面时编程如下,各刀位点的坐标值已算出,试将该程序补充完整。
0(82,28) N10 G50 X______ Z28.0
A(44,0) N20 G00 X44.0 Z______
B(0,0) N30 G______ X0 ZO F0.15
C(0,5) N40 G00 X0 Z5.0
0(82,28) N50 G00 X82.0 Z______

A.△
B.r
C.r+△
D.2r+△

















