

 如果结果不匹配,请
如果结果不匹配,请 
 更多“加工零件的深细孔、异形孔、深槽、窄缝等的方法是()”相关的问题
更多“加工零件的深细孔、异形孔、深槽、窄缝等的方法是()”相关的问题
第1题
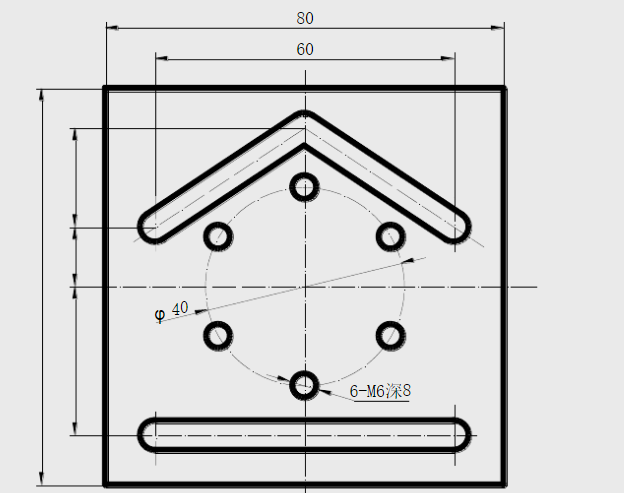
如下图所示的槽形零件,其毛坯为四周及表面已加工的铝锭(厚为20mm),槽宽60mm,槽深2mm,螺纹孔深80mm。试编写该槽
如下图所示的槽形零件,其毛坯为四周及表面已加工的铝锭(厚为20mm),槽宽60mm,槽深2mm,螺纹孔深80mm。试编写该槽形零件槽及孔的加工程序。
第3题
如图3-49所示的槽形零件,其毛坯为四周已加工的铝锭(厚为20mm),槽深2mm。编写该槽形零件加工程序。
如图3-49所示的槽形零件,其毛坯为四周已加工的铝锭(厚为20mm),槽深2mm。编写该槽形零件加工程序。

第4题
如下图所示零件,数控车削加工该零件直槽,试编制该程序。 提示:槽的常用表示方法有槽宽×槽底径、槽宽×槽深。
如下图所示零件,数控车削加工该零件直槽,试编制该程序。
提示:槽的常用表示方法有槽宽×槽底径、槽宽×槽深。

第7题
调用子程序加工如下图所示零件中3个X字母槽,槽深3mm,初始刀具为6键槽立铣刀,G54工件坐标系工件原点设在零件
调用子程序加工如下图所示零件中3个X字母槽,槽深3mm,初始刀具为

















