题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
制造汽车、拖拉机变速箱齿轮,齿面硬度要求58~62HRC,心部要求30~45HRC,αK为40~50MJ/m2,(1)从下列材
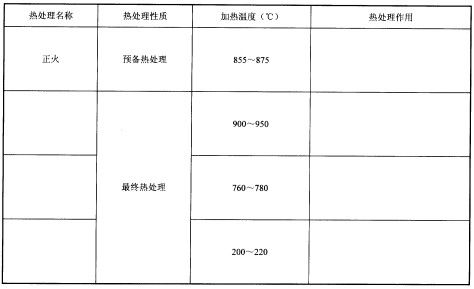
制造汽车、拖拉机变速箱齿轮,齿面硬度要求58~62HRC,心部要求30~45HRC,αK为40~50MJ/m2,(1)从下列材料中选择合适的材料:35、40、40Cr、20CrMnTi、60Si2Mn和1Crl8Ni9Ti;(2)根据所选材料制订加工工艺路线;(3)说明每一步热处理的作用。
查看答案

 如果结果不匹配,请 联系老师 获取答案
如果结果不匹配,请 联系老师 获取答案

 更多“制造汽车、拖拉机变速箱齿轮,齿面硬度要求58~62HRC,心…”相关的问题
更多“制造汽车、拖拉机变速箱齿轮,齿面硬度要求58~62HRC,心…”相关的问题