题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
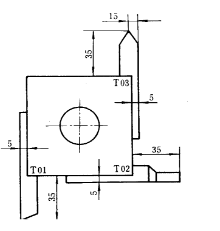
如下图所示零件,数控车削加工该零件外圆柱面及右端面的倒角(要求按类似外圆锥加工的方法加工倒角),试编写该
如下图所示零件,数控车削加工该零件外圆柱面及右端面的倒角(要求按类似外圆锥加工的方法加工倒角),试编写该加工程序。

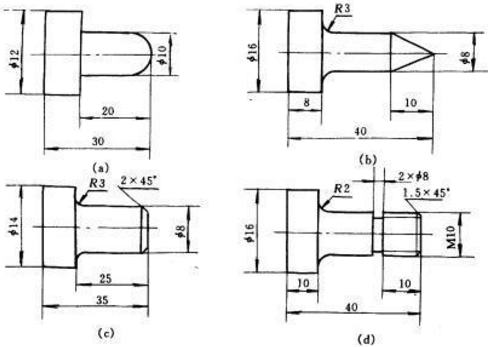
提示:工件坐标系的建立和加工刀具轨迹如下图(a)所示,A点的X值可差照图(b),得如下计算公式。
XA=D-2×(C+2)
 (2)
(2)
式中,D为圆柱体外径,C为倒角宽度值,注意与公式(1)相区别。
查看答案

 如果结果不匹配,请 联系老师 获取答案
如果结果不匹配,请 联系老师 获取答案

 更多“如下图所示零件,数控车削加工该零件外圆柱面及右端面的倒角(要…”相关的问题
更多“如下图所示零件,数控车削加工该零件外圆柱面及右端面的倒角(要…”相关的问题


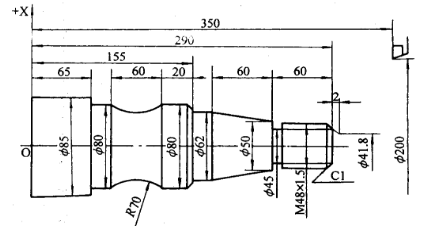 提示:加工该零件外圆面时,刀具轨迹如下图所示。
提示:加工该零件外圆面时,刀具轨迹如下图所示。