如果结果不匹配,请
如果结果不匹配,请 
 更多“通常数控铣削加工顺序中,一般先进行内形、内腔加工工序,后进行…”相关的问题
更多“通常数控铣削加工顺序中,一般先进行内形、内腔加工工序,后进行…”相关的问题
第4题
铣削V形槽时,下列哪种方法下刀顺序不正确(),1表示用锯片铣刀加工底部的窄槽,2表示用V形槽刀加工V型表面,3表示用安装于可转动立铣头上的三面铣刀加工V形槽,4表示转动工件至适当位置,用盘形铣刀铣削V形槽。
A.1-2
B.1-3
C.1-4
D.2-1
第6题
由于数控铣削加工过程是自动的,所以选择毛坯余量时,要考虑充足的余量和尽可能均匀的毛坯。()
由于数控铣削加工过程是自动的,所以选择毛坯余量时,要考虑充足的余量和尽可能均匀的毛坯。( )
第7题
一般来说多坐标数控铣削可以加工任何复杂曲面的零件,根据零件的形状特征进行分类,()不是多坐标数控铣削的对象。
A.曲面区域加工
B.曲面型腔加工
C.曲面钻削加工
D.曲面间过渡区域加工
第10题
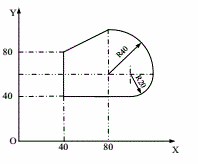
用φ10mm的立铣刀铣削工件轮廓,起刀点为(0,0),工件尺寸及加工路线如下图所示,试按相对坐标完成数控铣削手工
用φ10mm的立铣刀铣削工件轮廓,起刀点为(0,0),工件尺寸及加工路线如下图所示,试按相对坐标完成数控铣削手工编程,I、J、K为圆弧起点相对其圆心(圆心指向起点的矢量)的X、Y、Z坐标值的地址符(主轴转速为600r/m,进给速度为150mm/min,机床具有刀具半径补偿功能)。