 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
保证轴类键槽加工后对中心的要求,常避免采用的工艺方法是()。
A.分层加工
B.调整刀补加工
C.粗精分开加工
D.直接成型加工
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
A.分层加工
B.调整刀补加工
C.粗精分开加工
D.直接成型加工
如果结果不匹配,请 联系老师 获取答案
 更多“保证轴类键槽加工后对中心的要求,常避免采用的工艺方法是()。”相关的问题
更多“保证轴类键槽加工后对中心的要求,常避免采用的工艺方法是()。”相关的问题
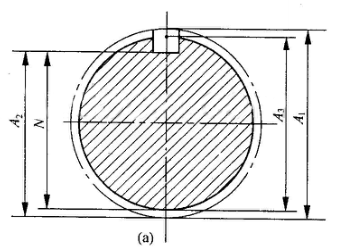
要求在轴上铣一个键槽,如图所示。加工顺序为车削外圆A1=φ70.05-00.11mm;铣键槽尺寸为A2;磨外圆A3=φ70-00.06mm,要求磨外圆后保证键槽尺寸为N=62-00.03mm,求键槽尺寸A2。
轴上铣一键槽如图所示,加工顺序为车外圆A1为 ,铣键深A2,磨外圆
,铣键深A2,磨外圆 ,要求磨外圆后保证键深
,要求磨外圆后保证键深 ,求铣槽深度A,应为多少。
,求铣槽深度A,应为多少。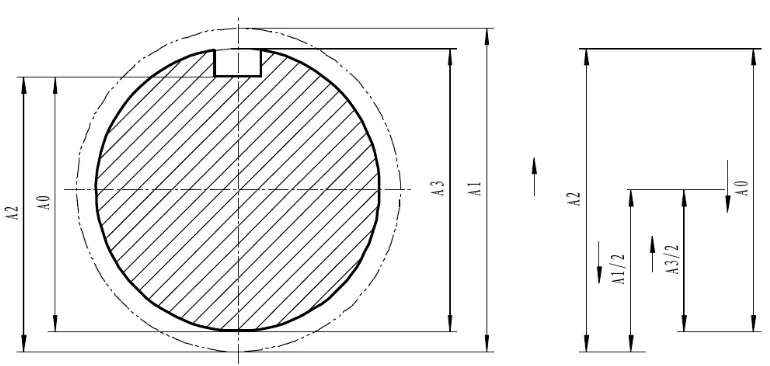
图所示轴及键槽的图样上,标注的尺寸为轴径

加工中心适宜加工轮廓复杂的轴类零件、箱体零件、精度要求高的回转体类零件以及螺旋类零件等。( )
A.4条
B.5条
C.6条
D.7条
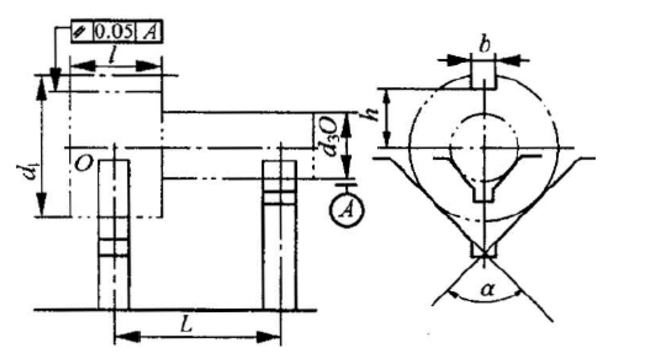
图示为阶梯轴的定位方案,定位元件为两个短V形块。已知: ,
, ,l=60mm,L=150mm,α=90°。本工序加工键槽,槽宽
,l=60mm,L=150mm,α=90°。本工序加工键槽,槽宽 ,h=(25.9±0.05)mm,槽底对轴中心线的平行度公差为全长的0.05mm。试分析该定位方案能否满足加工要求。
,h=(25.9±0.05)mm,槽底对轴中心线的平行度公差为全长的0.05mm。试分析该定位方案能否满足加工要求。
图所示的轴及其键槽的尺寸中,A3为图样标注的轴径,A4为图样标注的键槽深度,A1和A2皆为工序尺寸。加工顺序如下:先车外圆至尺寸A1=


















