如果结果不匹配,请
如果结果不匹配,请 
 更多“如下图所示,在圆球上铣平面,保证尺寸H需要限制()个自由度?…”相关的问题
更多“如下图所示,在圆球上铣平面,保证尺寸H需要限制()个自由度?…”相关的问题
第1题
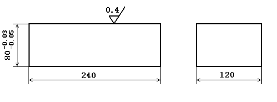
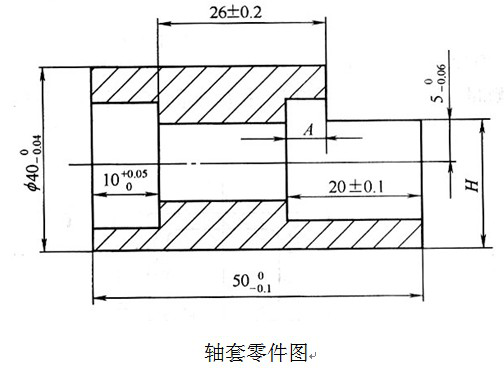
单件加工如下图所示工件,材料为45钢,若底平面已加工好,现欲加工上平面,其尺寸为80-0.05-0.03mm,表面粗糙度
单件加工如下图所示工件,材料为45钢,若底平面已加工好,现欲加工上平面,其尺寸为80-0.05-0.03mm,表面粗糙度为Ra0.4um。若平面的加工工艺过程是:粗铣—精铣—粗磨—精磨。试求各工序的工序尺寸及其公差。
第2题
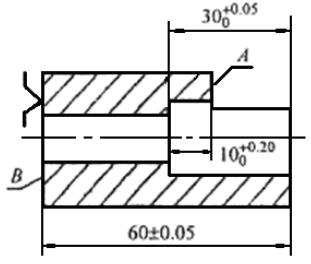
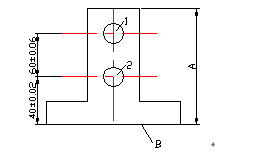
下图a所示工件,成批生产时以端面B定位加工表面A,保证尺寸φ100+0.20mm,试标注铣此缺口时的工序尺寸及公差。
下图a所示工件,成批生产时以端面B定位加工表面A,保证尺寸φ100+0.20mm,试标注铣此缺口时的工序尺寸及上、下偏差。
第4题
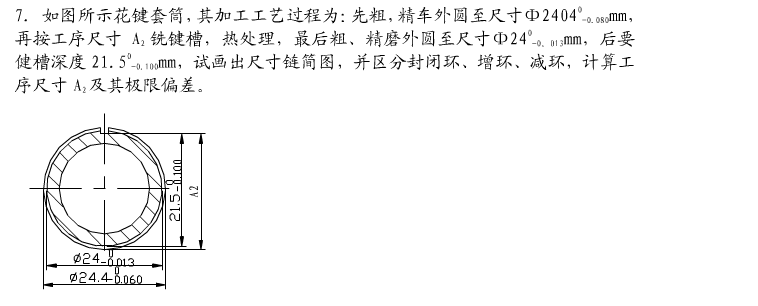
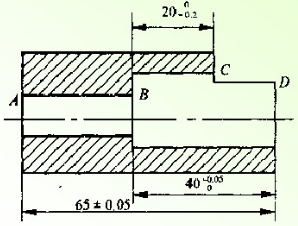
图所示轴套工件,在车床上已加工好外圆、内孔及各表面,现需在铣床上以端面A定位铣出表面C,保证尺寸mm,试计算
图所示轴套工件,在车床上已加工好外圆、内孔及各表面,现需在铣床上以端面A定位铣出表面C,保证尺寸 mm,试计算铣此缺口时的工序尺寸。
mm,试计算铣此缺口时的工序尺寸。
第5题
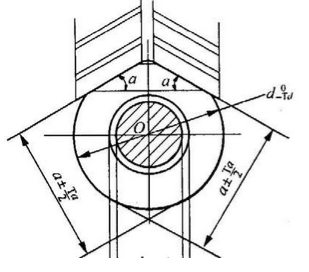
工件以圆孔在水平心轴上定位铣两斜面如图(a)所示,要求保证加工尺寸为a±,试计算定位误差。
工件以圆孔在水平心轴上定位铣两斜面如图(a)所示,要求保证加工尺寸为a±Ta/2,试计算定位误差。
第6题
下图所示小轴铣缺口,工件以外圆 在V型块上定位,若工序尺寸标 注为A1(或A2、A3);H1(或H2、H3),试分别计算确定它们的基准不重合误差ΔB、基准位移误差ΔY和定位误差ΔD,并将计算结果填入下表。
在V型块上定位,若工序尺寸标 注为A1(或A2、A3);H1(或H2、H3),试分别计算确定它们的基准不重合误差ΔB、基准位移误差ΔY和定位误差ΔD,并将计算结果填入下表。
第8题
欲在下图所示工件上铣削一缺口,保证尺寸mm,试确定工件的定位方案,并分析定位方案的定位误差。
欲在下图所示工件上铣削一缺口,保证尺寸

第10题
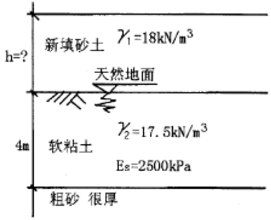
某建筑场地土层如下图所示,地质条件为:第一层为软粘土层,厚度H=4m,天然重度γ2=17.5kN/m3,平均压缩模量Es=25
某建筑场地土层如下图所示,地质条件为:第一层为软粘土层,厚度H=4m,天然重度γ2=17.5kN/m3,平均压缩模量Es=2500kPa,第二层为密实状态的粗砂土,很厚,今在地面上填筑厚度为h的新填砂土层,设新填砂土重度为γ1=18KN/m3,若不计新填砂土层及密实粗砂土层的变形,欲使软粘土层顶面产生30mm的沉降,需在其上铺设的砂土层应为多厚,即h应为多少?