题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
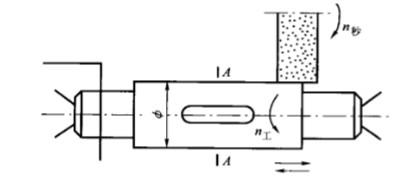
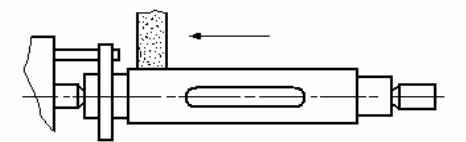
如图所示,在外圆磨床上磨削一根带有键槽的细长轴,已知机床的几何精度很高,且床头、尾架的刚度不等,K头>K尾,
如图所示,在外圆磨床上磨削一根带有键槽的细长轴,已知机床的几何精度很高,且床头、尾架的刚度不等,K头>K尾,试分析在只考虑工艺系统受力变形影响下,往复磨削一次后,被磨轴颈在轴向和径向将产生何种形状误差?采取何措施可提高加工后的形状精度?
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如图所示,在外圆磨床上磨削一根带有键槽的细长轴,已知机床的几何精度很高,且床头、尾架的刚度不等,K头>K尾,试分析在只考虑工艺系统受力变形影响下,往复磨削一次后,被磨轴颈在轴向和径向将产生何种形状误差?采取何措施可提高加工后的形状精度?
如果结果不匹配,请 联系老师 获取答案
 更多“如图所示,在外圆磨床上磨削一根带有键槽的细长轴,已知机床的几…”相关的问题
更多“如图所示,在外圆磨床上磨削一根带有键槽的细长轴,已知机床的几…”相关的问题
要求在轴上铣一个键槽,如图所示。加工顺序为车削外圆A1=φ70.05-00.11mm;铣键槽尺寸为A2;磨外圆A3=φ70-00.06mm,要求磨外圆后保证键槽尺寸为N=62-00.03mm,求键槽尺寸A2。
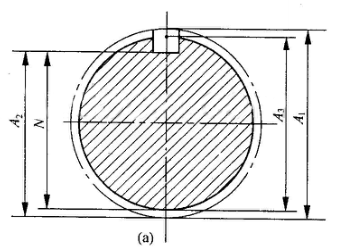
轴上铣一键槽如图所示,加工顺序为车外圆A1为 ,铣键深A2,磨外圆
,铣键深A2,磨外圆 ,要求磨外圆后保证键深
,要求磨外圆后保证键深 ,求铣槽深度A,应为多少。
,求铣槽深度A,应为多少。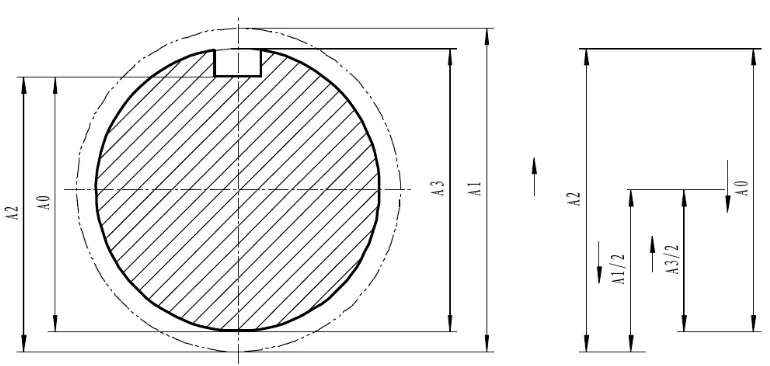
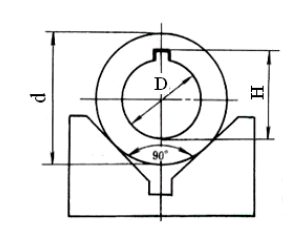
如图所示齿轮坯,内孔及外圆已加工合格
在插床上加工内键槽,要求保证尺寸 ,试计算图示定位方法的定位误差,并判断定位方案能够满足加工要求?(忽略外圆与内孔的同轴度误差)
,试计算图示定位方法的定位误差,并判断定位方案能够满足加工要求?(忽略外圆与内孔的同轴度误差)