如果结果不匹配,请
如果结果不匹配,请 
 更多“加工如下图所示零件,端面、外网面及切断精加工,本题采用G54…”相关的问题
更多“加工如下图所示零件,端面、外网面及切断精加工,本题采用G54…”相关的问题



第4题
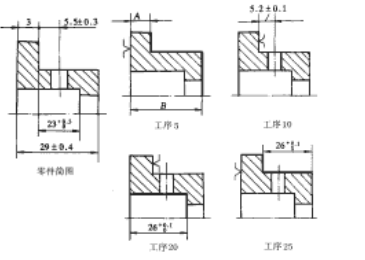
加工如下图所示轴套零件,其部分工序如下: 工序5 精车小端外圆、端面及肩面; 工序10 钻孔; 工序15 热处理;
加工如下图所示轴套零件,其部分工序如下:
工序5 精车小端外圆、端面及肩面;
工序10 钻孔;
工序15 热处理;
工序20 磨孔及底面;
工序25 磨小端外圆及肩面。试求工序尺寸A、B及其极限偏差。



第8题
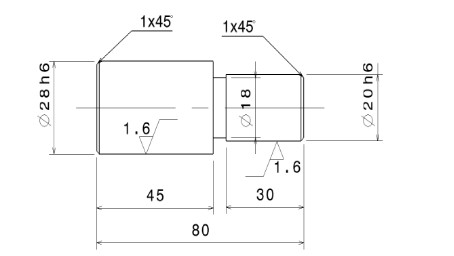
试计算下图所示小轴的大端外圆表面加工中各道工序的工序尺寸及公差。已知零件材料为热轧圆钢,工件装夹在顶尖
上加工,零件的加工过程如下:①下料;②车端面,打中心孔;③粗车各面;④精车各面;⑤热处理;⑥研磨中心孔;⑦磨削外圆。

第10题
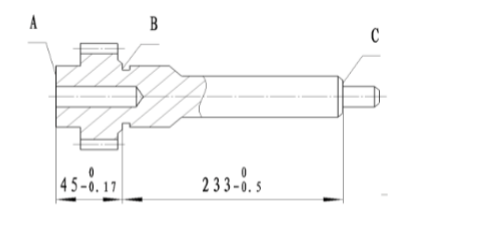
采用火花磨削方法加工某齿轮轴的端面如下图所示,其前后有关的工序为: (1)精车工序,以精车过的A面为基准精
采用火花磨削方法加工某齿轮轴的端面如下图所示,其前后有关的工序为:
(1)精车工序,以精车过的A面为基准精车B面,保持工序尺寸L1;精车C面,保持工序尺寸L2。
(2)在热处理后的磨削工序中,对B面进行磨削,控制磨削余量为Z=0.1+0.02mm,要求满足设计尺寸45-0.170mm、233-0.50mm。求车削工序的尺寸L1和L2。