

 如果结果不匹配,请
如果结果不匹配,请 
 更多“对于既有内表面(孔)又有外表面加工的零件时,为何先安排加工内…”相关的问题
更多“对于既有内表面(孔)又有外表面加工的零件时,为何先安排加工内…”相关的问题
第1题
对既有内表面(内型、腔),又有外表面需加工的零件,安排加工顺序时,应先进行外表面的粗、精加工,后进行内表面的
对既有内表面(内型、腔),又有外表面需加工的零件,安排加工顺序时,应先进行外表面的粗、精加工,后进行内表面的粗、精加工,即先外后内的原则。( )
第5题
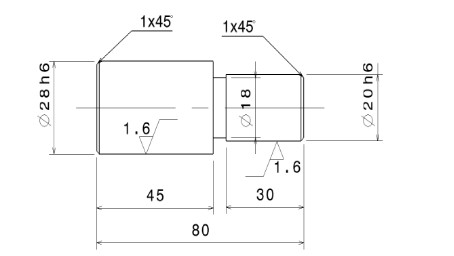
试计算下图所示小轴的大端外圆表面加工中各道工序的工序尺寸及公差。已知零件材料为热轧圆钢,工件装夹在顶尖
上加工,零件的加工过程如下:①下料;②车端面,打中心孔;③粗车各面;④精车各面;⑤热处理;⑥研磨中心孔;⑦磨削外圆。
第9题
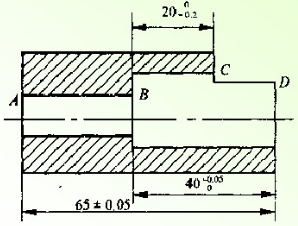
图所示轴套工件,在车床上已加工好外圆、内孔及各表面,现需在铣床上以端面A定位铣出表面C,保证尺寸mm,试计算
图所示轴套工件,在车床上已加工好外圆、内孔及各表面,现需在铣床上以端面A定位铣出表面C,保证尺寸 mm,试计算铣此缺口时的工序尺寸。
mm,试计算铣此缺口时的工序尺寸。
第10题
被刷工零件如图 2 所示。零件外形四周的 60X80 尺寸、上下表面及内腔槽已加工到尺寸,准备加工
上凸台的外轮廓,采用1>8 立镜刀,工件坐标系原点 Xo 、 Y。定义在零件的左下角 , Z。在工件的上表面。仔细阅读图纸,在程序的空缺处补齐(从备选程序段中选择,直接填在空格上)加工程序。
点击查看答案
第11题
工件以外圆表面在三爪卡盘上定位,车削内孔和端面,若三爪卡盘定位面与车床主轴回转轴线不同轴将会造成( )。
A.被加工孔的圆度误差
B.被加工端面平面度误差
C.孔与端面的垂直度误差
D.被加工孔与外圆的同轴度误差
















