题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
当加工同一轴线上两个以上的孔,而且孔与孔的同轴度精度要求较高时,可以采用()加工。
A.用长镗杆与后立柱支承联合镗孔
B.用支承套镗孔
C.用镗模法镗孔
D.调头镗
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
A.用长镗杆与后立柱支承联合镗孔
B.用支承套镗孔
C.用镗模法镗孔
D.调头镗
如果结果不匹配,请 联系老师 获取答案
 更多“ 当加工同一轴线上两个以上的孔,而且孔与孔的同轴度精度要求较…”相关的问题
更多“ 当加工同一轴线上两个以上的孔,而且孔与孔的同轴度精度要求较…”相关的问题
A.采购同型号的一对轴承比较方便
B.安装轴承的两轴承座孔直径相同,加工方便
C.安装轴承的两轴颈直径相同,加工方便
D.一次镗孔能保证两轴承座孔中心线的同轴度,有利于轴承正常工作
A.滚动轴承内圈与轴的配合
B.同一轴与多孔相配,且有不同的配合性质
C.滚动轴承外圈与外壳孔的配合
D.轴为冷拉圆钢,不需再加工
A.端面
B.轴孔
C.结合平面
D.差速器平面
在10mm厚的正六边形铝板上钻削加工如图所示的37个

提示:
①孔加工固定循环采用G91时,X、Y、Z、R均为相对坐标值(其中,X、Y为相对于前一点的XY轴坐标值;R为R点相对于初始点的z轴坐标值;Z为切削终点相对于R点的Z轴坐标值)。
②孔加工固定循环采用G91时,若L不为零,可实现分布在一条直线上的若干个等距孔的加工。
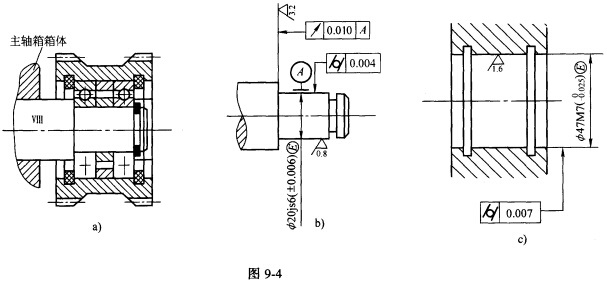
在c6132车床主变速箱内第Ⅷ轴上,装有两个深沟球轴承,如图9-4a所示。轴承内圈内径为20mm,外圈外径为47mm,两个轴承的外圈装在同一双联齿轮的孔内,与齿轮一起旋转,通过该齿轮将主轴的回转运动传给进给箱;内圈与Ⅷ轴相配,轴固定在变速箱体壁上。已知轴承承受轻负荷。 (1)选择轴承的精度等级; (2)确定轴颈和齿轮内孔的公差带代号; (3)画出公差带图,计算内圈与轴颈、外圈与齿轮孔配合的极限间隙、极限过盈; (4)确定轴颈和齿轮孔的形位公差和表面粗糙度,并将各项公差分别标注在图9-4上。