

 如果结果不匹配,请
如果结果不匹配,请 
 更多“切断加工时,工件的切断处在车刀不会撞到卡盘的前提下,应尽量靠…”相关的问题
更多“切断加工时,工件的切断处在车刀不会撞到卡盘的前提下,应尽量靠…”相关的问题
第7题
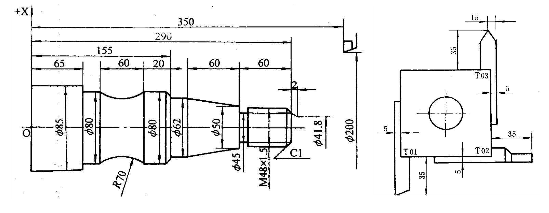
如下图所示零件,若要求精加工外圆柱面和切槽加工,请编制加T程序。 提示:加工起始刀具为90°外圆车刀,当把外
如下图所示零件,若要求精加工外圆柱面和切槽加工,请编制加T程序。
提示:加工起始刀具为90°外圆车刀,当把外圆柱面加工完毕后应用T指令换切断刀来加工直槽。
第8题
如图所示零件,若要求加工左端面45°倒角及切断加工,试编制加工程序 提示:左端面45°倒角并切断加工的加
如图所示零件,若要求加工左端面45°倒角及切断加工,试编制加工程序

提示:左端面45°倒角并切断加工的加工方法比较多。
方法1:先在左端面位置切浅槽,然后换45°车刀倒角,再换切断刀切断。
方法2:先切断,然后掉头装夹,再当作右倒角进行加工。
方法3:用切断刀先切浅槽,然后仍然用切断刀倒角,再切断。
显然,第3种方法更符合“程序段最少、走刀路线最短、换刀次数最少”的要求。采用该方法进行编程加工,其刀具轨迹图如图所示。

第10题
车刀按用途的不同,可分为外圆车刀、端面车刀和()车刀等类型。A.高速钢B.硬质合金C.切断D.回转
车刀按用途的不同,可分为外圆车刀、端面车刀和()车刀等类型。
A.高速钢
B.硬质合金
C.切断
D.回转
















