

 如果结果不匹配,请
如果结果不匹配,请 
 更多“对于那些变形小的热处理工序(例如高频感应加热淬火、渗氮),有…”相关的问题
更多“对于那些变形小的热处理工序(例如高频感应加热淬火、渗氮),有…”相关的问题
第2题
在数控机床上加工时,对于一些复杂零件,加工过程中由于()等原因,可将加工分为两次或多次来完成。
A.热处理
B.内应力
C.零件夹压变形
D.数控编程过长
E.加工工序过多
F.加工表面过于复杂
第4题
有一个45钢制造的变速箱齿轮,其加工工序为:下料→锻造→正火→粗机加工(车)→调质→精机加工(车、插)→高频表面淬
有一个45钢制造的变速箱齿轮,其加工工序为:下料→锻造→正火→粗机加工(车)→调质→精机加工(车、插)→高频表面淬火→低温回火→磨加工。说明各热处理工序的目的及使用状态下的组织。
第5题
在机械加工工序和热处理工序间流转及存放时,丝杠需垂直倒挂,以免引起丝杠的“自重变形”。()
在机械加工工序和热处理工序间流转及存放时,丝杠需垂直倒挂,以免引起丝杠的“自重变形”。( )
第7题
某柴油机凸轮轴,要求凸轮表面有高的硬度(HRC>50),而心部具有良好的韧性(Ak>40 J)。原来用ωc=0.45%的碳钢调质
某柴油机凸轮轴,要求凸轮表面有高的硬度(HRC>50),而心部具有良好的韧性(Ak>40 J)。原来用ωc=0.45%的碳钢调质,再在凸轮表面进行高频淬火,最后低温回火。现因库存钢材用完,拟用ωc=0.15%的碳钢代替。试说明:
(1)原ωc=0.45%钢的各热处理工序的作用。
(2)改用ωc=0.15%钢后,仍按原热处理工序进行,能否满足性能要求?为什么?
(3)改用ωc=0.15%钢后,采用何种热处理工艺能达到所要求的性能?
第8题
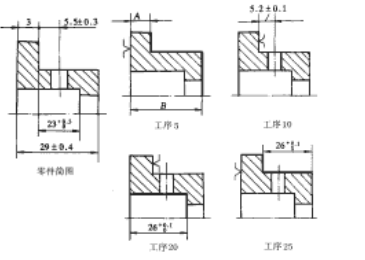
加工如下图所示轴套零件,其部分工序如下: 工序5 精车小端外圆、端面及肩面; 工序10 钻孔; 工序15 热处理;
加工如下图所示轴套零件,其部分工序如下:
工序5 精车小端外圆、端面及肩面;
工序10 钻孔;
工序15 热处理;
工序20 磨孔及底面;
工序25 磨小端外圆及肩面。试求工序尺寸A、B及其极限偏差。
第10题
案例:某工厂生产一种柴油机的凸轮,其表面要求具有高硬度(>50HRC),而零件心部要求具有良好的韧性(Ax>63J),本
案例:某工厂生产一种柴油机的凸轮,其表面要求具有高硬度(>50HRC),而零件心部要求具有良好的韧性(Ax>63J),本来是采用45钢经调质处理后再在凸轮表面上进行高频淬火,最后进行低温回火。现因工厂库存的45钢已用完,只剩下15钢,试说明以下几个问题:
1) 原用45钢各热处理工序的目的。
2) 改用15钢后,仍按45钢的工艺进行处理,能否满足性能要求?为什么?
3) 改用15钢后,应采用怎样的热处理工艺才能满足上述性能要求?
















