题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
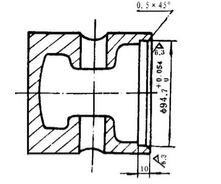
加工活塞的辅助精基准(下图的端面和止口)时,试选择合适的粗基准,并以两种可能的定位方案进行比较。要求活塞
加工活塞的辅助精基准(下图的端面和止口)时,试选择合适的粗基准,并以两种可能的定位方案进行比较。要求活塞的壁厚差不大于0.9mm。
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
加工活塞的辅助精基准(下图的端面和止口)时,试选择合适的粗基准,并以两种可能的定位方案进行比较。要求活塞的壁厚差不大于0.9mm。
如果结果不匹配,请 联系老师 获取答案
 更多“加工活塞的辅助精基准(下图的端面和止口)时,试选择合适的粗基…”相关的问题
更多“加工活塞的辅助精基准(下图的端面和止口)时,试选择合适的粗基…”相关的问题
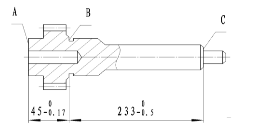
采用火花磨削方法加工某齿轮轴的端面如下图所示,其前后有关的工序为:
(1)精车工序,以精车过的A面为基准精车B面,保持工序尺寸L1;精车C面,保持工序尺寸L2。
(2)在热处理后的磨削工序中,对B面进行磨削,控制磨削余量为Z=0.1+0.02mm,要求满足设计尺寸45-0.170mm、233-0.50mm。求车削工序的尺寸L1和L2。
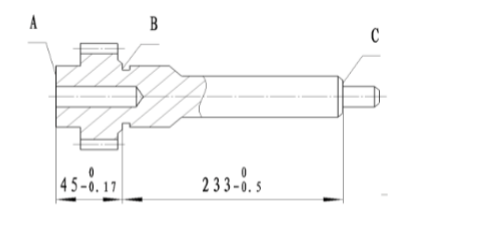
采用火花磨削方法加工某齿轮轴的端面如图(a)所示,其前后有关的工序为:
(1)精车工序,以精车过的A面为基准精车B面,保持工序尺寸L1;精车C面,保持工序尺寸L2。
(2)在热处理后的磨削工序中,对B面进行磨削,控制磨削余量为Z=(0.1±0.02)mm。要求满足设计尺寸 和
和 。
。
求车削工序的尺寸L1和L2。
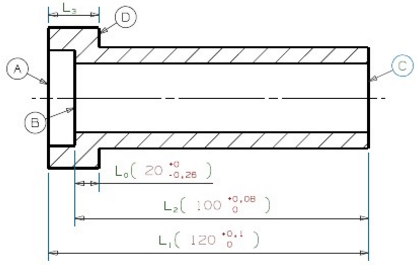
下图所示零件A、B、C、面均已加工完毕,现欲以调整法加工D面,并选端面A为定位基准,且按工序尺寸L3对刀进行加工。为保证车削过D面后间接获得的尺寸L0能符合图样规定的要求,必须将L3的加工误差控制在一定范围内,试求工序尺寸L3及其极限偏差。
上加工,零件的加工过程如下:①下料;②车端面,打中心孔;③粗车各面;④精车各面;⑤热处理;⑥研磨中心孔;⑦磨削外圆。
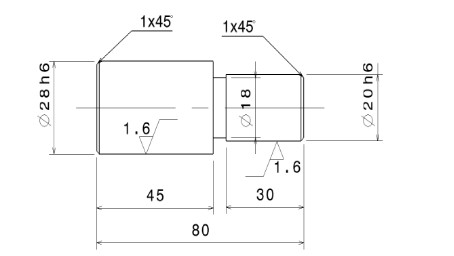
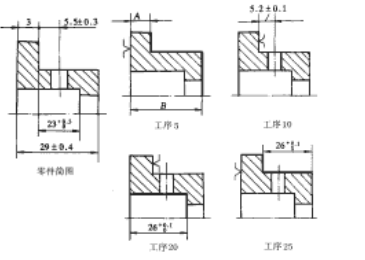
加工如下图所示轴套零件,其部分工序如下:
工序5 精车小端外圆、端面及肩面;
工序10 钻孔;
工序15 热处理;
工序20 磨孔及底面;
工序25 磨小端外圆及肩面。试求工序尺寸A、B及其极限偏差。
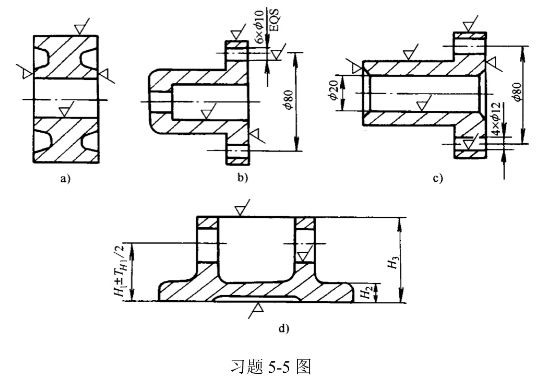
加工习题5图所示零件,其粗、精基准应如何选择(标有 符号的为加工面,其余为非加工面)?习题5图a)、b)、c)所示零件要求内外圆同轴,端面与孔轴线垂直,非加工面与加工面间尽可能保持壁厚均匀;习题5图d)所示零件毛坯孔已铸出,要求孔加工余量尽可能均匀。
符号的为加工面,其余为非加工面)?习题5图a)、b)、c)所示零件要求内外圆同轴,端面与孔轴线垂直,非加工面与加工面间尽可能保持壁厚均匀;习题5图d)所示零件毛坯孔已铸出,要求孔加工余量尽可能均匀。