
 如果结果不匹配,请
如果结果不匹配,请 
 更多“钢板对接中,采取分段施焊,厚焊缝则分层施焊,工字形顶接焊接时…”相关的问题
更多“钢板对接中,采取分段施焊,厚焊缝则分层施焊,工字形顶接焊接时…”相关的问题
第1题
焊接罐底板的边缘板,应遵守的原则有()。
A.首先施焊靠边缘300mm部位的焊缝,剩余焊缝待罐底与壁板角焊缝焊完后,且边缘板与中幅板间的收缩缝焊接前完成施焊
B.弓形边缘板对接焊缝,宜采用焊工均匀分布,对称施焊的方法
C.最后焊接底边板与中幅板之间的收缩缝,应采用对称、分段或跳焊法
D.应先焊长焊缝,后焊短焊缝

第3题
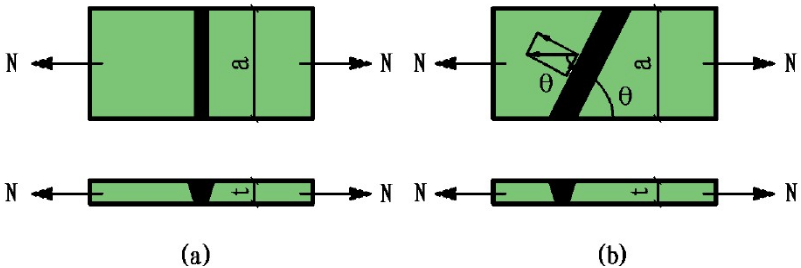
试算图11-14钢板的对接焊缝的强度,a=540mm,t=22mm,轴心力的设计值N=2150kN,钢材为Q235-B,手工焊,焊条为E43
试算图11-14钢板的对接焊缝的强度,a=540mm,t=22mm,轴心力的设计值N=2150kN,钢材为Q235-B,手工焊,焊条为E43型,三级质量标准的焊缝,施焊时,加引弧板。
第4题
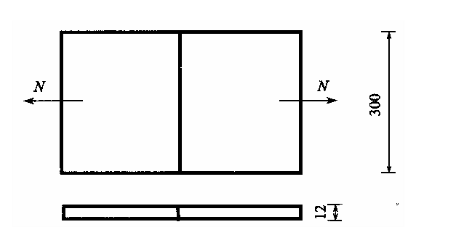
设计500×14钢板的对接焊缝拼接。钢板承受轴心拉力,其中恒载和活载标准值引起的轴心拉力值分别为700kN和400kN
,相应的荷载分项系数分别为1.2和1.4。已知钢材为Q235,采用E43型焊条,手工电弧焊,三级质量标准,施焊时未用引弧板。
第5题
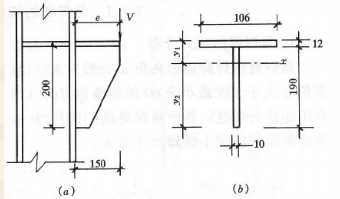
计算图4-17-18所示对接焊缝,已知牛腿翼缘宽度为116mm,厚度为12mm,腹板高200mm,厚10mm。牛腿承受竖向力设计值
计算图4-17-18所示对接焊缝,已知牛腿翼缘宽度为116mm,厚度为12mm,腹板高200mm,厚10mm。牛腿承受竖向力设计值V=100kN,e=150mm,钢材为Q345,焊条E50型,施焊时无引弧板,焊缝质量标准为三级。
第6题
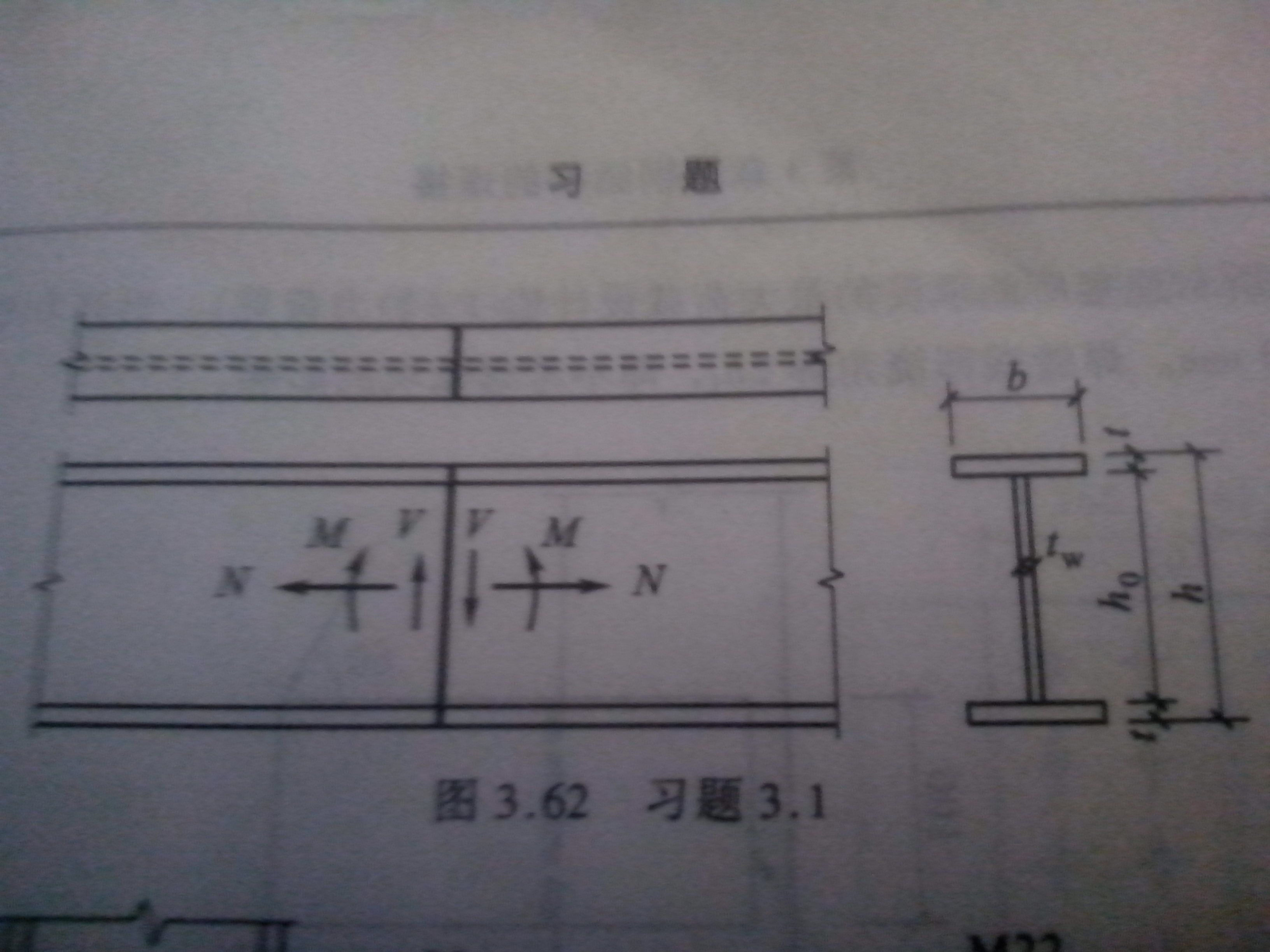
验算下图所示由三块钢板焊成的工字形截面梁的对接焊缝强度。已知工字形截面尺寸为:翼缘宽度b=100mm,厚度t=12
mm;腹板高度h0=200mm,厚度tw=8mm。截面上作用的轴心拉力设计值N=240kN。弯矩设计值M=50kN·m,剪力设计值V=240kN。钢材为Q345,采用手工焊,焊条为E50型,施焊时采用引弧板,三级质量标准。
第11题
如图所示截面尺寸钢梁要接长,试验算连接处对接焊缝的强度。连接处承受的弯矩设计值100kN·m,剪力设计值400kN。
钢材为Q235B,焊条为E43型,采用引弧板施焊。假定焊缝为三级检验标准。
点击查看答案

















