题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
加工如图3-50所示的三条槽,槽深均为2mm,用刀具长度补偿指令编程。
加工如图3-50所示的三条槽,槽深均为2mm,用刀具长度补偿指令编程。

查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
加工如图3-50所示的三条槽,槽深均为2mm,用刀具长度补偿指令编程。
如果结果不匹配,请 联系老师 获取答案
 更多“加工如图3-50所示的三条槽,槽深均为2mm,用刀具长度补偿…”相关的问题
更多“加工如图3-50所示的三条槽,槽深均为2mm,用刀具长度补偿…”相关的问题
如图3-49所示的槽形零件,其毛坯为四周已加工的铝锭(厚为20mm),槽深2mm。编写该槽形零件加工程序。

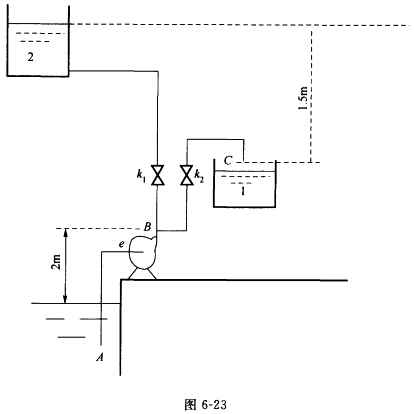
(浙江大学2004年考研试题)如图6—23所示的送水系统中,两支管路上各装一个阀门k1和k2,管段的长度为10m(包括局部阻力的当量长度在内),B点为泵出口处。各管路的内径均为38mm。阀门k1和k2适当开启时,泵只向槽1送水而不向槽2送水,槽2的水也不向下流,此时泵入口e处真空表读数为23.4kPa。已知摩擦因数λ均为0.025,水的密度为1000kg/m3,两水槽中液位恒定,且与大气相通。忽略e、B间高差。试求: (1)管段BC(包括所有局部阻力)的总长度为多少m? (2)若要泵同时向槽1、槽2输送水,应如何调节两个阀门?
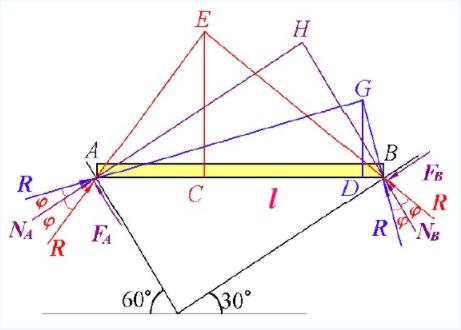
水平梯子放在直角V形槽内,如图5-32所示。略去梯子自重,梯子与两个槽面间的摩擦角均为ψf。如人在梯子上走动,试分析不使梯子滑动,人的活动应限制在什么范围内?
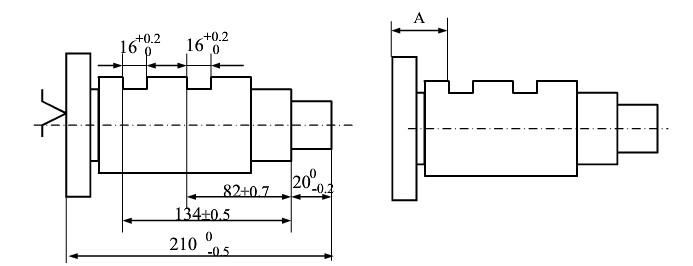
如图(a)所示的轴类零件,在卧式铣床上,采用调整法且用两把铣刀组合在一起同时加工两个槽。当此工序以大端端面为轴向定位基准时,根据零件图重新标注工序尺寸A。
(1)在一块平板上加工3个如下图所示形状,每边的槽深为-2mm,程序原点位于上表
面,其程序的编制就可以采用调用子程序的方式来实现(编程时不考虑刀具补偿)。
(2)刀具选择直径6mm的立铣刀。
(3)安全面高度50mm。
(4)进刀/退刀方式离开工件20mm,直线/圆弧引入切向进刀,直线退刀。
(5)工艺路线走刀路线如图。
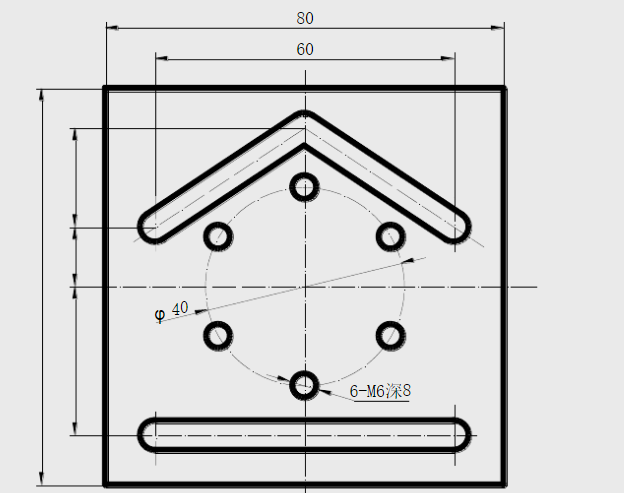
如下图所示的槽形零件,其毛坯为四周及表面已加工的铝锭(厚为20mm),槽宽60mm,槽深2mm,螺纹孔深80mm。试编写该槽形零件槽及孔的加工程序。
如下图所示零件,数控车削加工该零件直槽,试编制该程序。
提示:槽的常用表示方法有槽宽×槽底径、槽宽×槽深。