

 如果结果不匹配,请
如果结果不匹配,请 
 更多“一般情况下留半精车余量约为()mm。”相关的问题
更多“一般情况下留半精车余量约为()mm。”相关的问题
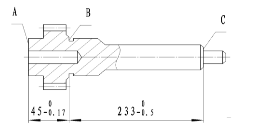
采用火花磨削方法加工某齿轮轴的端面如图(a)所示,其前后有关的工序为:
(1)精车工序,以精车过的A面为基准精车B面,保持工序尺寸L1;精车C面,保持工序尺寸L2。
(2)在热处理后的磨削工序中,对B面进行磨削,控制磨削余量为Z=(0.1±0.02)mm。要求满足设计尺寸 和
和 。
。
求车削工序的尺寸L1和L2。
用数控铣床铣削凹模型腔时,粗精铣的余量可用改变铣刀直径设置值的方法来控制;半精铣时,铣刀直径设置值应( )铣刀实际直径值。
A.小于 B.等于 C.大于
数控车编程

毛坯:Ф40×100mm
进给速度:精车0.05mm/r;车槽0.03mm/r;其余0.3mm/r
X方向精加工余量为0.5mm/1,Z方向精车余量为0.2mm
在横线上填写加工指令,括号中填写程序的说明。
编程如下:00001
N10 TD101 粗、精车外圆
N20 S400 M03
N30 G00 X45.0 Z2.0
N40 G71 U1.0 R0.5 (______)
N50 G71 ______
N60 G00 X14.0
N70 G01 Z0
N80 X16.0 Z-1.0 (______)
N90 ______
N100 ______
N110 ______
N120 ______
N130 ______
N140 ______
N150 ______
N160 G01 Z-83.0
N170 G70 ______
N180 G00 X50.0 Z60.0
N190 1D202 切槽
N200 S200 M03
N210 M08
N220 G00 ______
N230 G01 X13.0 F0.03
N240 G04 P1000 (______)
N250 G00 X40.0
N260 Z-64.0
N270 G01 ______
N280 G04 P1000
N290 G00 X38.0
N300 Z-63.0
N310 G01 X34.0 Z-64.0 F0.1
N320 G00 X38.0
N330 Z-65.0
N340 G01 X34.0 Z-64 F0.1
N350 G00 X40.0
N360 Z-82.0
N370 G01 X33.0 F0.03
N380 G00 X40.0
N390 Z-79.0
N400 G01 X34 Z-82.0 F0.1
N410 G00 X50.0
N420 Z60.0
N430 T0303 加工螺纹
N440 S450 M03
N450 G00 X18.0 Z-18.0
N460 ______ X15.2 ______ 单线螺纹,螺距1.5
N470 ______
N480 ______
N490 ______
N500 G00 X50.0
N510 Z60.0
N520 T0202 切断
N530 S200 M03
N540 G00 ______
N550 G01 X0.0 F0.03
N560 M09
N570 G00 X50.0
N580 Z0
N585 M05
N590 M30
















