 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
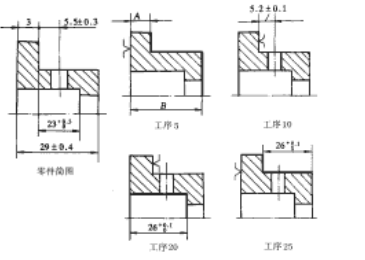
加工如下图所示轴套零件,其部分工序如下: 工序5 精车小端外圆、端面及肩面; 工序10 钻孔; 工序15 热处理;
加工如下图所示轴套零件,其部分工序如下:
工序5 精车小端外圆、端面及肩面;
工序10 钻孔;
工序15 热处理;
工序20 磨孔及底面;
工序25 磨小端外圆及肩面。试求工序尺寸A、B及其极限偏差。
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
加工如下图所示轴套零件,其部分工序如下:
工序5 精车小端外圆、端面及肩面;
工序10 钻孔;
工序15 热处理;
工序20 磨孔及底面;
工序25 磨小端外圆及肩面。试求工序尺寸A、B及其极限偏差。
如果结果不匹配,请 联系老师 获取答案
 更多“加工如下图所示轴套零件,其部分工序如下: 工序5 精车小端外…”相关的问题
更多“加工如下图所示轴套零件,其部分工序如下: 工序5 精车小端外…”相关的问题
上加工,零件的加工过程如下:①下料;②车端面,打中心孔;③粗车各面;④精车各面;⑤热处理;⑥研磨中心孔;⑦磨削外圆。
如下图所示零件,数控车削加工该零件外圆柱面时编程如下,试将该程序补充完整。
N10 G50 X______ Z28.0
N20 G00 X40.0 Z______
N30 G______ X40.0 Z-52.0 F0.15
N40 G00 X50.0 Z______
N50 G00 X82.0 Z______

如下图所示零件,数控车削加工该零件外圆柱面时编程如下,试将该程序中的错误找出来,并予以改正(每行一个错)。
N10 G50 X40.0 Z20.5
N20 G00 X50 Z2.0
N30 G01 X50.0 Z60.0 F0.15
N40 G00 X60.0 Z-70.0
N50 G01 X80.0 Z20.5

线切割加工如下图所示零件,切割路线自拟,不考虑割缝宽度,不考虑导入部分程序。

提示:公差尺寸取中间值进行加工。
如下图所示零件,数控车削加工该零件外圆柱面及右端面的倒角(要求按类似外圆锥加工的方法加工倒角),试编写该加工程序。

提示:工件坐标系的建立和加工刀具轨迹如下图(a)所示,A点的X值可差照图(b),得如下计算公式。
XA=D-2×(C+2)
 (2)
(2)
式中,D为圆柱体外径,C为倒角宽度值,注意与公式(1)相区别。
如下图所示零件,数控车削加工该零件右端面时编程如下,各刀位点的坐标值已算出,试将该程序补充完整。
0(82,28) N10 G50 X______ Z28.0
A(44,0) N20 G00 X44.0 Z______
B(0,0) N30 G______ X0 ZO F0.15
C(0,5) N40 G00 X0 Z5.0
0(82,28) N50 G00 X82.0 Z______

数控车削加工如图所示零件外圆面,试编制其加工程序。
 提示:加工该零件外圆面时,刀具轨迹如下图所示。
提示:加工该零件外圆面时,刀具轨迹如下图所示。
如图(a)所示的一轴套类零件,已知零件的A、B、C面都已经加工完成。现在欲采用调整法加工D面,并选择端面A为定位基准,且按工序尺寸A3对刀进行加工。为了保证车削D面获得的间接尺寸A0,符合图纸要求.必须将A3加工误差控制在一定的范围内。试计算工序尺寸A3及其极限偏差。



















