


 如果结果不匹配,请
如果结果不匹配,请 
 更多“加工零件如图所示,请为各零件编写精加工程序。”相关的问题
更多“加工零件如图所示,请为各零件编写精加工程序。”相关的问题
第1题
精加工如图所示正六边形零件外轮廓,正六边形外接圆直径为30mm,采用12mm立铣刀进行加工,刀具位置如图所示。
精加工如图所示正六边形零件外轮廓,正六边形外接圆直径为30mm,采用

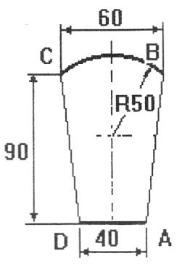
第2题
加工如图所示零件外网锥面,已知毛坯直径为52mm。 提示:本题要求粗、精加工。 参考答案:
加工如图所示零件外网锥面,已知毛坯直径为

提示:本题要求粗、精加工。
参考答案:
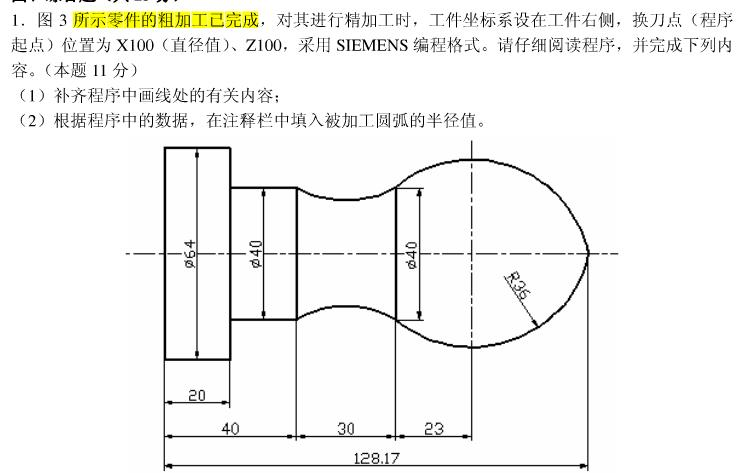
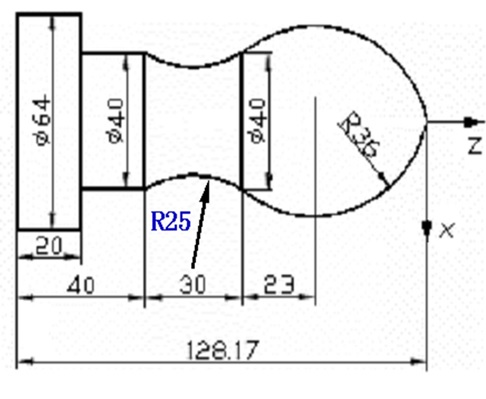
第3题
加工零件如图所示。工件坐标系设在工件右侧,换刀点位置为(X100、Z100),采用FANUC编程格式。精加工程序已经编好
加工零件如图所示。工件坐标系设在工件右侧,换刀点位置为(X100、Z100),采用FANUC编程格式。精加工程序已经编好,请仔细阅读程序并完成下列内容:
(1)补齐程序中画横线处的有关数据;
(2)根据程序中的数据,在解释栏中填入程序说明。
第4题
用数控车床加工如图所示零件,材料为45号钢调质处理,毛坯的直径为40mm。按要求
完成零件的加工程序编制。
(1)粗加工程序使用G71固定循环指令,精加工程序使用G70固定循环指令;
第7题
用数控车床加工如图所示零件,材料为φ30×100mm的铝合金。按要求完成零件的加工程
序编制。
(1)要求使用4把刀完成零件的加工,其中1号刀为粗车90度外圆车刀,2号刀是
精车90度外圆车刀,3号刀为切断刀(刀宽为4mm),4号刀为三角螺纹车刀。
(2)请编写粗、精车加工程序。



















