 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
钻削如图所示5个孔,采用G54工件坐标系,工件原点如图所示,刀具及刀具位置自拟。 提示:2-16孔为浅孔,采用G8
钻削如图所示5个孔,采用G54工件坐标系,工件原点如图所示,刀具及刀具位置自拟。

提示:2-
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
钻削如图所示5个孔,采用G54工件坐标系,工件原点如图所示,刀具及刀具位置自拟。
提示:2-
如果结果不匹配,请 联系老师 获取答案
 更多“钻削如图所示5个孔,采用G54工件坐标系,工件原点如图所示,…”相关的问题
更多“钻削如图所示5个孔,采用G54工件坐标系,工件原点如图所示,…”相关的问题
钻削如图所示

提示:
精加工如图所示凸轮零件外轮廓,采用G54工件坐标系。

提示:利用CAD软件查询出各相关刀位点坐标值,如图所示。

精加工如下图所示零件外轮廓,采用G54工件坐标系(工件原点如图所示),已知主轴转速为400r/min,进给速度为200mm/min,试编制加工程字。
提示:圆弧插补。

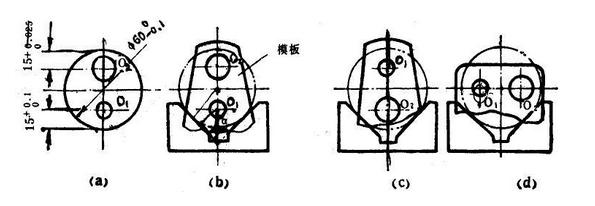
有一批工件,如图(a)所示,采用钻模夹具钻削工件上Φ5mm(O1)和Φ8mm(O2)两孔,除保证图纸尺寸要求外,还要求保证两孔联心线通过 (D)的轴线,其偏移量公差为0.08mm。现采用如图(b)、(c)、(d)三种定位方案,若定位误差不得大于加工允差的1/2。试问这三种定位方案是否都可行(α=90°)。
(D)的轴线,其偏移量公差为0.08mm。现采用如图(b)、(c)、(d)三种定位方案,若定位误差不得大于加工允差的1/2。试问这三种定位方案是否都可行(α=90°)。
有一批工件,如图(a)所示,采用钻模夹具钻削工件上

精加工如图(a)所示正五角星零件外轮廓,正五角星外接圆直径为40mm,采用G54工件坐标系进行加工。通过CAD查询各点坐标值如图(b)所示。





















