题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
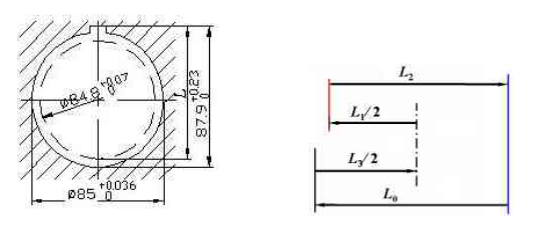
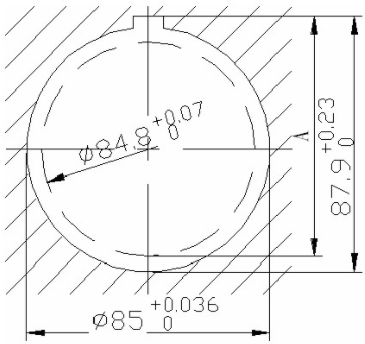
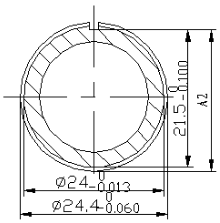
如下图所示齿轮内孔,加工工艺过程为:先粗镗孔至,插键槽后,再精镗孔尺寸至,并同时保证键槽深度尺寸,试求插键
如下图所示齿轮内孔,加工工艺过程为:先粗镗孔至 ,插键槽后,再精镗孔尺寸至
,插键槽后,再精镗孔尺寸至 ,并同时保证键槽深度尺寸
,并同时保证键槽深度尺寸 ,试求插键槽工序中的工序尺寸A及其误差。
,试求插键槽工序中的工序尺寸A及其误差。
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如下图所示齿轮内孔,加工工艺过程为:先粗镗孔至,插键槽后,再精镗孔尺寸至,并同时保证键槽深度尺寸,试求插键槽工序中的工序尺寸A及其误差。
如果结果不匹配,请 联系老师 获取答案
 更多“如下图所示齿轮内孔,加工工艺过程为:先粗镗孔至,插键槽后,再…”相关的问题
更多“如下图所示齿轮内孔,加工工艺过程为:先粗镗孔至,插键槽后,再…”相关的问题
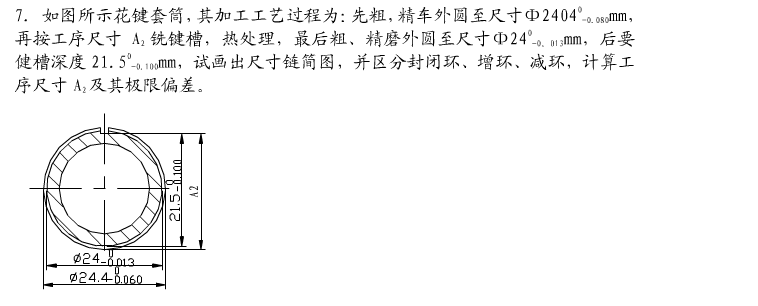
如图所示齿轮内孔,加工工艺过程为:先粗镗孔至 mm,插键槽后,再精镗孔尺寸至
mm,插键槽后,再精镗孔尺寸至 mm,并同时保证键槽深度尺寸
mm,并同时保证键槽深度尺寸 mm。试求插键槽工序中的工序尺寸A及其误差。
mm。试求插键槽工序中的工序尺寸A及其误差。
如图所示齿轮内孔,加工工艺过程如下:先粗镗孔至
 ,插键槽后,再精镗孔尺寸至
,插键槽后,再精镗孔尺寸至 ,并同时保证键槽深度尺寸
,并同时保证键槽深度尺寸 。试求插键槽工序中的工序尺寸A及其误差。
。试求插键槽工序中的工序尺寸A及其误差。
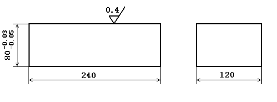
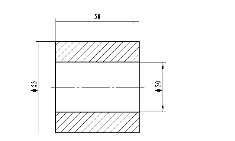
单件加工如下图所示工件,材料为45钢,若底平面已加工好,现欲加工上平面,其尺寸为80-0.05-0.03mm,表面粗糙度为Ra0.4um。若平面的加工工艺过程是:粗铣—精铣—粗磨—精磨。试求各工序的工序尺寸及其公差。
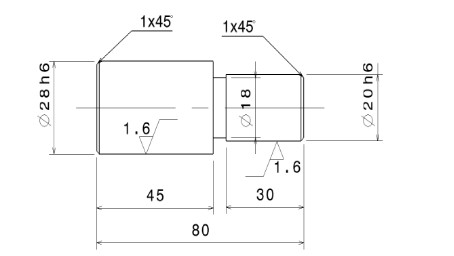
上加工,零件的加工过程如下:①下料;②车端面,打中心孔;③粗车各面;④精车各面;⑤热处理;⑥研磨中心孔;⑦磨削外圆。
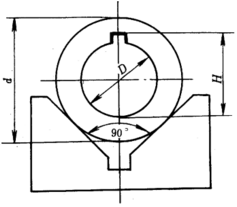
下图所示齿轮坯,内孔和外圆已加工合格(d=80-0.10mm,D=350+0.025mm),现在插床上用调整法加工内键槽,要求保证尺寸H=38.50+0.2mm。试分析采用图a所示定位方法能否满足加工要求(要求定位误差不大于工件尺寸公差的1/3)?若不能满足,应如何改进?(忽略外圆与内孔的同轴度误差。)
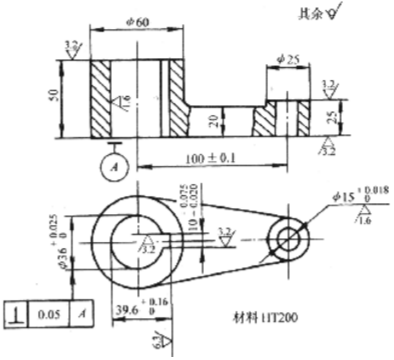
试拟订下图所示零件的机械加工工艺路线(包括工序名称、加工方法、定位基准),已知该零件毛坯为铸件(孔未铸出),成批生产。
在车床上加工如下图所示零件的

提示:该孔为精度较高的孔,可先用麻花钻钻出底孔,再用铰刀铰孔。
(1)车外圆和内孔时的切削深度ap;
(2)若选定切削速度vc=1.5m/s,求车外圆时的工件转速n;
(3)若采用车床主轴转速n=480r/min,求车外圆和车内孔时的切削速度vc;
(4)若选用的进给量f=0.15mm/r,主轴转速n=480r/min,求进给速度vf。
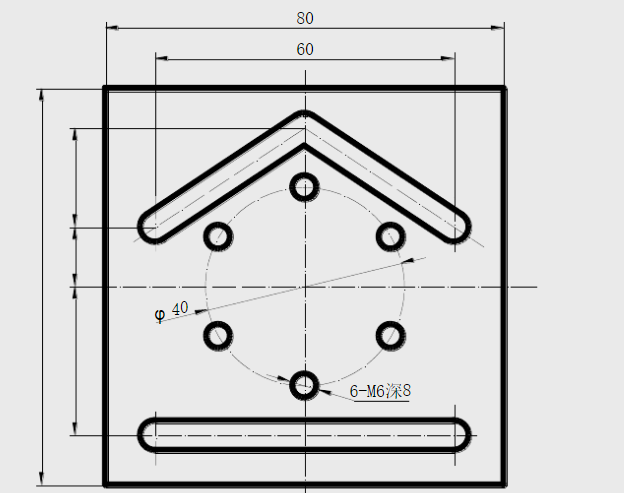
如下图所示的槽形零件,其毛坯为四周及表面已加工的铝锭(厚为20mm),槽宽60mm,槽深2mm,螺纹孔深80mm。试编写该槽形零件槽及孔的加工程序。