

 如果结果不匹配,请
如果结果不匹配,请 
 更多“蜗杆的长度方向以轴两端面为主要尺寸的标注基准。()”相关的问题
更多“蜗杆的长度方向以轴两端面为主要尺寸的标注基准。()”相关的问题
第1题
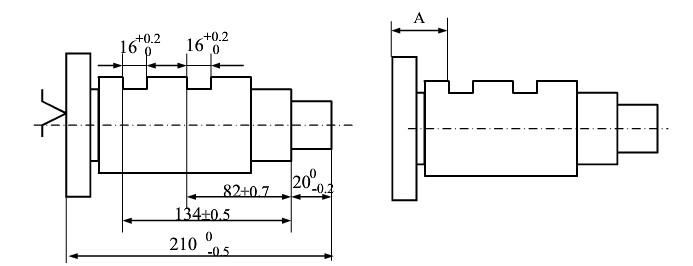
如图(a)所示的轴类零件,在卧式铣床上,采用调整法且用两把铣刀组合在一起同时加工两个槽。当此工序以大端端面
如图(a)所示的轴类零件,在卧式铣床上,采用调整法且用两把铣刀组合在一起同时加工两个槽。当此工序以大端端面为轴向定位基准时,根据零件图重新标注工序尺寸A。
第2题
以下哪些不是蜗轮蜗杆正确啮合的条件?()
A.两轴必须平行
B.蜗轮的端面模数和压力角分别等于蜗杆的轴面模数和压力角,且均取为标准值
C.当交错角为九十度时,蜗杆螺旋齿的导程角和蜗轮的螺旋角相等,且蜗轮与蜗杆的旋向必须相同
D.啮合间隙必须为0
第3题
轴套类零件长度方向的主要基准是()轴的两端一般是作为测量的基准,以轴线或两支承点的连线作为径向基准。
轴套类零件长度方向的主要基准是()轴的两端一般是作为测量的基准,以轴线或两支承点的连线作为径向基准。
点击查看答案
第6题
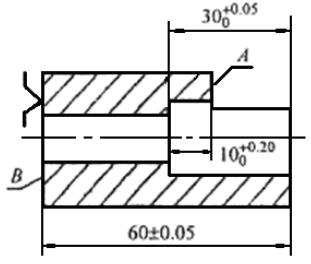
下图a所示工件,成批生产时以端面B定位加工表面A,保证尺寸φ100+0.20mm,试标注铣此缺口时的工序尺寸及公差。
下图a所示工件,成批生产时以端面B定位加工表面A,保证尺寸φ100+0.20mm,试标注铣此缺口时的工序尺寸及上、下偏差。
第7题
图样上尺寸标注时,尺寸起止符号一般为中粗短斜线,其倾斜方向应与尺寸界线成() 45度角,其长度为
图样上尺寸标注时,尺寸起止符号一般为中粗短斜线,其倾斜方向应与尺寸界线成() 45度角,其长度为2~3mm。
A.顺时针
B.逆时针
C.任意
D.以上皆不对
第8题
下列方坯外形尺寸检验方法不正确的是()。
A.用直尺和卡尺检查方坯同一截面两对角线长度差判断是否脱方。
B.任选一处沿连铸坯长度的垂直方向测量边长,以最大尺寸为边长。
C.沿连铸坯侧面中心线测量长度。
D.连铸坯同一截面有鼓肚处的最大边长(长边或短边)减去最小实际边长(长边或短边)检查鼓肚。
















