 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
图所示轴及键槽的图样上,标注的尺寸为轴径d2和键槽深度L2。轴和键槽的加工顺序如下:(1)车外圆至尺寸d1=mm;(2
图所示轴及键槽的图样上,标注的尺寸为轴径

查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
图所示轴及键槽的图样上,标注的尺寸为轴径
如果结果不匹配,请 联系老师 获取答案
 更多“图所示轴及键槽的图样上,标注的尺寸为轴径d2和键槽深度L2。…”相关的问题
更多“图所示轴及键槽的图样上,标注的尺寸为轴径d2和键槽深度L2。…”相关的问题
图所示的轴及其键槽的尺寸中,A3为图样标注的轴径,A4为图样标注的键槽深度,A1和A2皆为工序尺寸。加工顺序如下:先车外圆至尺寸A1=

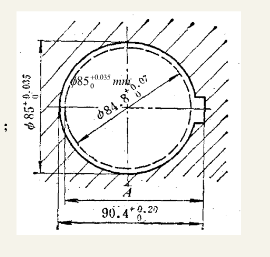
图所示孔及其键槽的加工顺序如下:首先按工序尺寸 镗孔,再按工序尺寸A插键槽,然后热处理,之后按图样上标注的孔尺寸
镗孔,再按工序尺寸A插键槽,然后热处理,之后按图样上标注的孔尺寸 磨孔。孔完工后要求键槽深度符合图样上标注的尺寸
磨孔。孔完工后要求键槽深度符合图样上标注的尺寸 mm的要求。试用极值法解尺寸链,确定工序尺寸A的极限尺寸。
mm的要求。试用极值法解尺寸链,确定工序尺寸A的极限尺寸。
图所示圆柱齿轮轴,左端由电机输入功率P=29.4kW,转速n=800r/min。齿轮圆周力为F1,径向力F2=0.36F1。轴上两个键槽均为端铣加工。安装齿轮处轴径φ40,左边轴肩直径φ45。轴的材料为40Cr,σb=900MPa,σ-1=410MPa,τ-1=240MPa,规定安全因数n=1.8,试校核轴的疲劳强度。

图1.10-4(a)所示的键槽对称度标注,按图1.10-4(b)所示的方法测量其对称度误差。以平板4为测量基准,V形支承座1体现被测轴2的基准轴线(平行于平板)。定位块3模拟体现键槽中心平面。指示器的测头与定位块3的顶面接触,使定位块的该横截面的素线平行于平板。再对定位块长度两端的Ⅰ和Ⅱ部位用指示表分别进行测量,测得MⅠ和MⅡ值为0mm和0.020mm。将被测轴2在V形支承座1上翻转180°,按上述方法进行调整并测量定位块另一顶面(前一轮测量时的底面)长度两端的Ⅰ和Ⅱ部位的测点,测得M'Ⅰ和M'Ⅱ值分别为-0.030mm和-0.050mm。试确定其对称度误差,并判断合格否。

公差和表面粗糙度,并分别标注在轴和齿轮的横剖面上。
A.装配图上标注的配合代号用分数形式表示,分子为轴公差带代号
B.零件图上可以同时标注公差带代号及上、下极限偏差数值
C.零件图上标注上、下极限偏差数值时,零偏差可以省略
D.零件图上孔、轴公差的标注方法往往与其生产类型有关

















